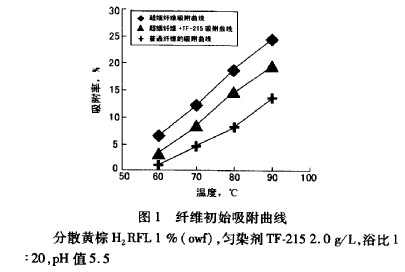
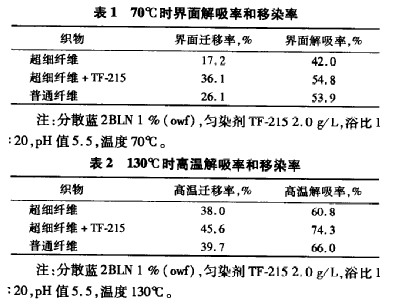
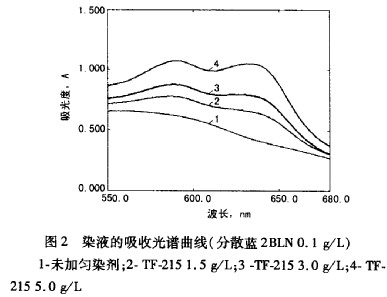
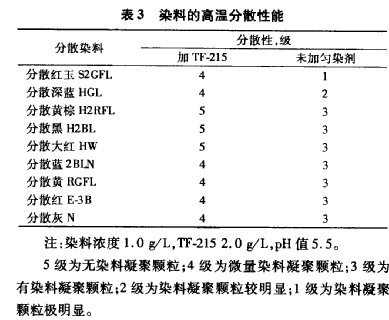
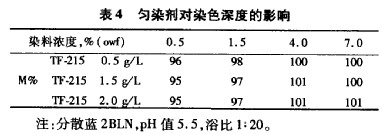
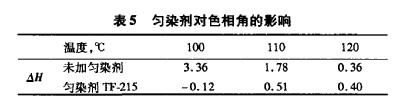
l 前言 聚酯超细纤维具有优异的强度和尺寸稳定性,以及洗可穿性和手感丰满、柔软、飘逸等独特风格,而倍受消费者的青睐。但是,超细纤维与普通纤维相比,具有单丝纤度小、比表面积大和无定形区含量高等特点,极易造成染色不匀。近年来,解决以上问题的主要途径有三种:(1)选用匀染性好的染料;(2)选用优秀的匀染剂;(3)制定合理的前处理和染色工艺。 本文研究匀染剂TF-215对分散染料初始吸附、初始界面解吸和迁移、高温解吸和迁移、溶解状态、高温分散性能、染深性和染料配伍性等的影响,制定了合理的染色工艺。经生产厂家应用证明,匀染剂TF-215对聚酯超细纤维具有良好的匀染效果,可解决分散染料在聚酯超细纤维染色时的匀染问题。2 试验2.1织物 经向75D/144F纬向75D/144F斜纹桃皮绒 经向300D/96F纬向300D/96F平纹米细丁2.2染料和药品 分散染料(温州艳林);匀染剂TF-215(浙江传化);醋酸、丙酮(均为化学纯)。2.3仪器与设备 美国Datacolor远红外染样机和测色仪(SF-300型),日本岛井紫外分光光度仪(UV-2401PC),循环真空泵(上海仙申医教仪器厂,XHB—A)。2.4试验方法2.4.1 染料初始吸附百分率的测定 将加入匀染剂和未加匀染剂的染液置于若干个染杯中,放人聚酯超细纤维和普通纤维;从60℃升温至120℃,每隔alO℃取一染杯,迅速冷却后取出布样;用紫外分光光度仪测试不同温度染色残液和不加布样染液的吸光度。为了使染液中的染料充分溶解,采用丙酮和水的混合溶液稀释。根据下式计算染料的初始吸附百分率:初始吸附百分率=(1-Ai/A。)×100%式中:Ai——不同染色温度残液的吸光度;A。——不加布样染液的吸光度。2.4.2染料解吸率和迁移率的测定 取等重的超细纤维六块(各5.00 g),将其中四块放入染液中,在一定的温度下染色20 rain,取出后用水清洗(A)。取两块染色布样分别与两块未染色布缝在一起,置于加入匀染剂或未加匀染剂的染杯中移染,移染温度和时间与染色时间保持一致。取出后低温烘干(分别为B和C)。按规定的要求在测色仪上测试布样A、B、c的表观深度K/S值。按下列公式分别计算解吸率Id%和迁移率IM%。2.4.3染料溶解状态的测定 将加和未加助剂的分散染料溶液在130℃保温1h,冷却至室温;放置2 h后,用紫外分光光度仪测定其吸收光谱曲线。2.4.4染料高温分散性的测定 将加和未加匀染剂的染液以3℃/min的速率快速升温至130℃,保温1 h后,迅速冷却到95℃;将中速滤纸置于快速滤纸上面,在真空度为7.47×106Pa下抽滤,将滤纸自然晾干后进行评级。2.4.5染色深度的测定 将聚酯超细纤维置于加和未加匀染剂的染液中,升温至130℃,保温40 min,冷却后取出布样,水洗、烘干;用测色仪测定加入匀染剂布样的表观深度(K/S值)i与未加匀染剂布样的表观深度(K/S值)i并计算它们的比值,用M%表示: M%=(K/S)i/(K/S)2.4.6染色织物色相角的测定 将加和未加匀染剂的染液(三拼色)置于若干个染杯,放入聚酯超细纤维。分别升温至100℃、120℃、130℃、130℃×30 min;取出一组染杯,冷却后取出布样,水洗、烘干,用测色仪测试不同染色温度色相角(E)和130~C保温30 min后的色相角(日),计算它们的差值。色相角由CIE 1976L'a'b'表色系统计算而得。3结果及讨论3.1匀染剂对染料初始吸附性能的影响 由于聚酯超细纤维比表面积较普通纤维大,其初始吸附明显较普通纤维快。此外,在低温时聚酯纤维没有充分膨化,极易造成吸附不均匀,进而导致扩散和染着不均匀,因此染料及匀染剂的初始缓染性能尤为重要。 图1表明,超细纤维的初始吸附远大于普通纤维。要达到相同的吸附率,超细纤维的染色温度要低于普通纤维20℃。而且,随吸附温度的提高,超细纤维的吸附率提高快于普通纤维。因此,染色均匀性受到很大影响。加入匀染剂后,超细纤维对染料吸附率明显降低,两者相差10℃/rain左右。显然,匀染剂TF-215对降低超细纤维的初始吸附率作用非常明显,有利于染料均匀上染。3.2匀染剂对染料解吸和迁移的影响 聚酯超细纤维的初始吸附快,容易造成吸附不匀。增加初始界面解吸和迁移,可使较高浓度界面的染料解吸至染浴,并吸附于染料浓度较低的界面,提高上染均匀性。在高温条件下,增加染料的解吸和迁移,可使染品色花处染料解吸和重新均匀上染,最终获得匀染效果。由此,匀染剂对提高染料的解吸和迁移是至关重要的。 由表1、2知,聚酯超细纤维的初始界面解吸率和迁移率都明显小于普通纤维,而高温解吸率和迁移率则与普通纤维较为接近。这是由于聚酯超细纤维的比表面积大,与染料的结合点多,分子间氢键和范德华力较大,纤维与染料的作用相对较为牢固,所以吸附在表面和无定形区的染料不易解吸到染液;又由于温度较低,分子间的布朗运动弱,染料迁移同样困难。但是,随着温度的升高,布朗运动增强,尤其是在涤纶玻璃态温度以上时,纤维的空隙明显增大,分子迁移显得较为容易。由于加快扩散打破了吸附平衡,又促进了吸附,因此这种差异明显减小。当加入匀染剂TF-215后,其界面解吸率和迁移率明显提高,超过普通纤维,且低温提高幅度远大于高温,非常有利于染料的均匀上染。匀染剂TG一215也能有效提高染料的高温解吸和迁移,这样能促进染色的均匀上染和有效改善已产生的色花。3.3 匀染剂TF-215对染料溶解状态的影响 分散染料不具有-SO3H、-COOH等水溶性基团,而只有-OH、-NH2等非离子极性取代基,它们在水中的溶解度非常低。在染液中,染料以单分子、胶团和晶体三种形式存在,并形成动态平衡。由于分散染料水溶性极低,虽然市售染料中含大量分散剂,但在水溶液中染料仍主要以悬浮体存在,部分存在于助剂的胶团或胶束中,只有少量染料以单分子形式存在。 由于染料的三种形式是动态的,溶解状态的染料会发生晶体增长,这不但影响了匀染性和深染性,且易造成染料聚集,形成色点。因此,需加人合适的匀染剂,防止或降低染料晶体的增长和聚集。 图2表明,未加入匀染剂的染液无明显的吸收峰,加入匀染剂TF-215后,染料的吸收峰有所提高,且随着用量的增加提高明显。这是由于匀染剂对染料的增溶作用引起的。吸收峰越高,说明染液中单分子状和胶团状的染料量越多。由此可见,加入匀染剂TF-215后能提高染液中染料单分子和染料胶团的含量,使染液中的染料晶体有所降低。分散染料的上染是以单分子状态进行的,在染色过程中,染料胶束比染料晶体更容易释放染料单体,从而提高染料吸附性和扩散性,有利于上染均匀。3.4匀染剂对染料高温分散性能的影响 染料的分散稳定性不好,容易造成色点,并容易沾污染缸。 5级为无染料凝聚颗粒;4级为微量染料凝聚颗粒;3级为有染料凝聚颗粒;2级为染料凝聚颗粒较明显;1级为染料凝聚颗粒极明显。 表3表明,匀染剂TF-215对各类分散染料的高温分散性能都有明显提高,大部分染料加入匀染剂TF-215后,均能提高至4~5级。这对防止色点的产生和减轻染缸的沾污有重要的作用。3.5匀染剂对染色深度的影响 超细纤维的比表面积大,得色较浅,因此匀染剂对染色深度的影响较大。 M%小于100,表示匀染剂降低染色深度;M%等于100,表示匀染剂对染色深度无影响;M%大于100,表示匀染剂增加染色深度。 表4表明,匀染剂TF-215加入对染色深度的影响随染料浓度和匀染剂用量的不同而有所差异。这主要是由于匀染剂TF-215对染料的缓染作用(图1)和增溶作用(图2)引起的。匀染剂与纤维或染料相互吸附,产生缓染,因此降低纤维得色,但匀染剂对染料有增溶作用,可提高染料上染∞j。浅色时,染浴中的染料未达到饱和浓度,匀染剂不产生增溶作用,此时匀染剂的缓染作用使染色深度略有降低;随着染料浓度的增加,染浴中的染料量超过其饱和浓度,此时匀染剂TF一215的增溶作用明显,有利于染料上染,使得染色深度提高。3.6匀染剂对染料配伍性的影响 染料配伍性是评价染料染色性能的重要指标。著名的染料制造商,如DyStar公司生产的超细纤维三原色具有很好的配伍性,其上染速率较为一致。 分散红玉S2GFL 0.333%,分散黄棕H2RFL 0.333%,分散深蓝HGL 0.333%,TF-215 3.0 g/L,pH值5.5,浴比1:20。 表5表明,当未加匀染剂时,在100—120℃布样的色相差(△H)较大,说明织物随染色温度的升高,色光差异很大,各染料的上染率一致性较差,易产生色差。加入匀染剂TF-215后,布样的色相差(△H)较小,说明对这三种染料的上染一致性有很大提高,不同染料的上染曲线相互接近,上染均匀性提高,从而使染色织物的色光在不同的染色过程中保持最小的差异,保证染色织物的色光一致,同时,也提高了染料的配伍性。4 工厂应用实例4.1织物规格 经向150D/288F,纬向150D/288F,经密37根/cm,纬密34根/em,门幅158em,平纹桃皮绒。4.2染色处方(咖啡色) 分散黄棕H2GFL,%(oWf) 2.01 分散黑H2BL,%(owf) 3.00 分散红玉S2GFL,%(owf)0.48 匀染剂TF.215,g/L 1.0 冰醋酸,g/L 0.44.3染色工艺曲线 经数百万米织物应用结果表明,布面色泽均匀,无色花、色点现象。5 结论 在超细纤维染色中加入匀染剂TF-215能有效减缓其初始吸附率,提高初始界面解吸、迁移和高温解吸、迁移,且对分散染料的溶解性、高温分散性和染料配伍性有明显提高,从而提高其匀染性,减小色差,降低生产成本,提高产品质量。
电 话:020-84869930
工作日:9:00-18:00
服务热线:020-84869930