|
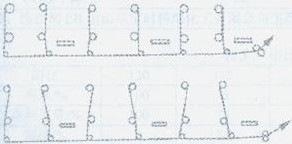
我国自上世纪70年代末开发牛仔布至今,已发展成拥有百条以上生产线,年生产能力达10亿多m2的牛仔布重要生产国。但在牛仔布染色方面还存在着不少问题。我们从改进经轴的退绕方式,选择合理的工艺配方,调整机械配置,加强管理来提高染色质量,使色差疵布率由2.6%降到0.8%。 1经轴的退绕方式 选择合理的经轴退绕方式,目的是为了各经轴之间的张力差异减到最低限度,有利于染色的顺利进行和产品质量的提高。由于片状浆染联合机的工艺路线长,片纱在通过众多的直径较小的导辊时,受交变应力的作用,容易引起纱线的伸长和松弛。如果各经轴之间纱片张力不匀,运转中会造成部分纱线游移重叠,导致断头而停车,使色差增多。我们经过反复实践,在确保各轴之间退绕张力一致的情况下,采用较小的张力,这有利于保护纱线的弹性。经轴退绕时,单纱平均张力控制在25cN左右。起初选择图1中A的退绕方式,经轴上纱线运行快完时,张力不匀,倒断较多。选择B后,没有发生一起因张力不匀而造成的缠纱与停车。 图1经轴的退绕方式示意
2染液补给量的计算及方法 为了在染色过程中不出现织轴前后及织轴间的色差,就必须按照工艺以一定流量往染槽中补充还原母液,以确保纱线色泽均匀一致。纱线带走的染料量应和补充到染槽中的还原液量相一致。还原母液的补充量可以用下列公式求得: Q(m1/min)=M×Nt×V×η I×(1+G) 式中:Q––还原母液的补给速率(ml/min); M––染色的总经根数(根);Nt––染纱的特数(tex);V––染色速度(m/min);η––上染率(%); G––纱线公定回潮率(%): I––还原母液中染料质量浓度(g/L)。 以我公司实际生产为例,经纱为83.3 tex (7英支),总经根数M为4080根,染色速度为18 m/min,上色率为2.75%,还原母液中染料还原质量浓度为41.2g/L,公定回潮率为8.5%,则还原母液的补给量为3763m/min。 由于随机而来的计量泵损坏,我们设计了高位液槽,按一定流量补入染槽中,通过调节手阀确定每升母液所需要的秒数。 3染槽液面的稳定及组分平衡的控制 在牛仔布经纱实际染色过程中,由于环境温湿度的变化而导致片纱在透风氧化中水分挥发也有较明显的变化,从而使得染槽内染液液面的上下波动。虽然还原‘母液按一定流量补充染槽后,能与染料的消耗保持平衡,但这并不等于染槽内染液体积保持平衡。我们经过测试纱线每次氧化时水分挥发率占纱质量的6%左右,故还原母液补充应等于染纱的各种消耗,以保持染液体积不变。还原母液的工艺配方随季节及温湿度的变化而做必要的调整,以保证染液液面的稳定。在正常生产中,我们也可以适当降低染色前水洗槽轧辊压力,提高纱线的带液率,来补充挥发的水分。 染液组分的平衡: 在保证靛蓝浓度及液面稳定的情况下,染液中保险粉、烧碱也要处于相对平衡,即随还原母液进入染槽的保险粉、烧碱的量也与染色过程中消耗量基本相等,才能保证染色稳定。每一分子的靛蓝需要一个分子保险粉和四个分子的烧碱才能达到靛蓝的完全还原状态,而它们的相对分子质量分别为262,174和40,故在完全反应时,理论量值应为:m(靛蓝):m(保险粉):m(烧碱)="1:O.66:0.61。在实际生产中,依据还原母液的补充速率算出保险粉、烧碱的补给速率。 Q1=QxB、Q2=Q×C,式中:Ql––保险粉补给速率(g/min);B––母液中保险粉的含量(g/L);Q––母液的补给速率(g/min);Q2––烧碱的补给速率(g/min);C––母液中烧碱的含量(g/L)。 在浆染联系生产中,母液中保险粉的含量为60.2g/L,烧碱的含量为40.5g/L,染槽中配方的保险粉质量浓度为1.5g/L,烧碱质量浓度为1.3g/L,染色重复六次。则: Ql=lOOOx60.2=226.5(g/min): Q2=1000×40.5=152.4(g/min): 保险粉的耗用速率:H1=HB1+HB2+HB3+HB4,式中: H1––保险粉耗用速率(g/min);HB1––上染染料耗用保险粉速率(g/min);HB2––染色纱带液耗用保险粉速率(g/min);HB3––纱线进入染槽所带空气消耗的保险粉速率(g/min);HB4––母液液面及输液过程中与空气接触耗用的保险粉(g/min)。按照靛蓝与保险粉还原反应理论量比,HB1=0.66×Q×I=O.66x3.763x41.2=102.3(g/min)。片纱的带液量等于纱的质量乘以轧余率,如果在实际生产中,染槽液面稳定,则染色纱带液量近似等于补给量:HB2=QxEb=3.763x1.5=5.64(g/min),式中,Eb为染槽内保险粉的质量浓度(g/L)。在浆染联合机上,每次染色棉纱带入空气量为棉纱质量的0.27%左右,每克空气所消耗保险粉为式中:η––染色的次数。
HB4与染色环境、环境温度、染液面积、工艺条件等有关,按生产经验,其耗用量为总耗用量的15%~20%,如以18%计算:
那么保险粉总计耗用速率为:H1=102.3+5.64+75.8+40.42=224.16(g/min)。根据保险粉耗用速率计算烧碱的耗用速率为:Hc=Hcl+Hc2,式中,Hc––烧碱耗用速率(g/min);Hcl––耗蓝耗用烧碱速率(g/min);Hc2––保险粉分解生成隐色酸所需要的烧碱(g/min)。 根据m(靛蓝):1TI(保险粉):m(烧碱)=1:O.66:0.61,则:Hcl=0.61xQxI=0.61x3.763x41.2=94.57(g/min)。 据化学反应计算,保险粉与烧碱中和质量之比为1:0.46,则,HC2=0.46x(HB2+HB3+HB4)=0.46 x(5.64+75.8+40.42)="56.06(g/min);烧碱总耗用量:Hc=94.57+56.06=150.63(g/min)。 根据计算结果,各补充速率与染色耗用速率接近,故染液组分能基本平衡,染色质量相对稳定。 4染色前煮练处理 如果棉纱不经煮练处理而直接进行靛蓝染色,纱线带入染槽的空气就多,引起染槽泡沫过多,甚至溢出槽外,造成严重的浪费和污染。解决方法是选择无泡高效渗透剂,在较高温度处理及进入染槽前最后一道水洗工序轧辊压力适当加大,不但可增加棉纱的渗透性能,有利于提高染色质量,而且大大减少随纱进染液的空气量,降低空气对保险粉的消耗,有利于染液质量稳定。 工艺及配方如下: 高效渗透剂1.5g/L: 温度95℃; 时间(20±5)s; 轧余率75%。 染色时间与氧化时间的确定为了保证靛蓝染料在染槽中染色均匀,就要控制好染色时间。浸染时间太短,对染色、渗透性及色调形成不利;如果浸染时间太长,会使纱线上已氧化的靛蓝重新被还原。如果氧化时间太短,纱线上的靛蓝隐色体得不到充分氧化,就又进入染槽,纱线不易染深。我公司的祖克浆染联合机浸染时间为25s,氧化时间为150s,车速控制在18m/min;浸染时间与氧化时问之比为1:6,最理想的浸染时间取决于被染物的色泽深度,以最少的靛蓝浓度用最多的染色次数,促进染色的均匀和色牢度的提高。 5压力与张力 经纱的染色上色率是由经纱带液率所决定的,而经纱的带液率除纱线本身外,是由压力大小决定的。 故只有压力稳定,才能提高染色质量。轧辊压力P1=单位长度的纱质量(G)xK1,据经验P1用kN表示,G用g/m表示,K1则在90~120之间,每米纱重=总经根数×经纱号数/1000,以83.3tex纱总经4080根计算,则: 每米纱质量=4080x83.3/1000=341.31(g/m); 轧辊压力P1=340×110=37400(N)=37.4kN。 在实际生产中,经纱张力与经纱的断裂负荷有关,经纱的断裂负荷越大,张力就越大。牛仔布经纱为气流纺纱,强力低,伸长大,织造中易产生断头,生产效率低,这就与染色控制不无关系,据经验,经轴退绕张力F1=Px0.5%;湿润染色的水洗张力F2=Px1.6%,式中,P为断裂负荷,如83.3tex纱的断裂负荷P=11.5x83.3×4080/100=39084(N)。则:F1=39084xO.5%=200(N):F2=39084x1.6%≈650N.7 操作与管理的要点 (1)提前配好干缸还原母液、煮练处理液。 (2)为确保染色均匀一致,减少轴之间、缸之间、头尾间色泽差异。必须严格固定车速,不准随意改动。 (3)每落一轴,要采集纱样,做好每轴染色记录,及时与标准样对照,检查颜色、色光是否出现异常,以便及时进行调整。 (4)上落轴迅速正确,从停车落轴到上轴生头重新开车,须在储纱架不满纱下完成,否则会引起染色传动单元自动停车,造成染色横档疵点。 (5)严格按工艺正确配制还原母液,经测试调整达到工艺要求后才可使用。干缸补给量要保持稳定,它是减少轴问色差的根本保证。 (6)定期对各个橡胶轧辊研磨测试,确保橡胶轧辊表面的圆整和全部纱片挤压均匀。染色横向均匀,防止织物在两边和中央产生色泽差异。 (7)定期做好机台清洁工作,彻底清洁染槽、煮练槽、化料桶及所有管路系统,染液要定期更换,以保持染液的纯净稳定。 |