梭织棉及棉混纺连续前处理工序与助剂的应用工艺
丁世全
(广州维斯泰科技有限公司 广东广州 511440)
摘 要:织物染整工艺流程的选择主要是根据织物的品种规格成品要求等,可分为练漂、染色、整理等。目前很多工厂练漂生产还存在半连续的状态,烧毛单独,退浆使用冷轧堆或者退浆漂白单独,冷轧堆对布料的强力等方面有所保护,但堆置24小时影响生产效率,堆置地面也存在污染清理困难等问题。所以退煮漂联合前处理在环保节能高效等方面优于间歇式的处理,既能节省人工又能提高生产效率,一台退煮漂联合机三个工人即可,生产速度可以控制在90~110m/min,相比于间歇式效率大大提高。本文就着重介绍连续式的前处理工序和工艺。
关键词:节能高效;工序流程;助剂应用工艺
前处理练漂的背景
天然纤维都含有杂质,在纺织加工过程中又加入了各浆料、油剂和沾染的污物等,这些杂质的存在,既妨碍染整加工的顺利进行,也影响织物的服装使用性能。
练漂的目的是应用化学作用,除去织物上的杂质,使织物洁白、柔软,具有良好的渗透性能,并为染色、整理做准备。
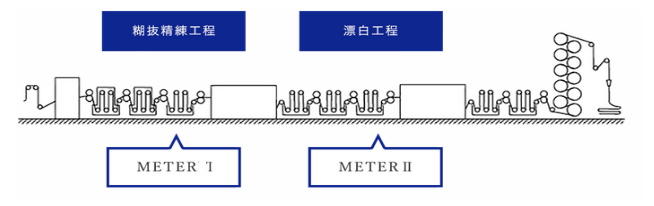
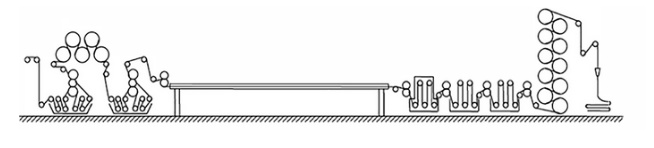
1.连续化前处理设备介绍
进布堆布装置→刷毛箱→烧毛机→水洗箱→化药槽(化药自动控制系统)→汽蒸箱→水洗箱→烘干装置→出布堆布装置→卷布装置→丝光机→热定型机(如图仅供参考,各工厂可根据自己的需求在两个蒸箱前后添加水洗箱以满足自己生产的需求)。
2.工序介绍
原布准备→进布→烧毛→退浆→煮练→漂白→烘干→打卷。
2.1 原布准备
原布准备包括原布检验、翻布和缝头。原布检验的目的是检查坯布质量发现问题能及时加以解决,检验内容包括物理指标和外观疵点两项。前者包括原布的长度、幅度、重量、经纬纱线密度和密度、强力等,后者如纺疵、织疵、各种班渍及破损等。原布检验后,必须将原布分批,并在布头上打印标明品种、以便于管理,如果自己工厂生产则可省略胚布检验,织布工厂就检验以上项目了。
为了确保连续成批的加工,必须将原布进行缝接头。接头处针脚不能太密也不能太稀,太密容易在打卷时造成接头痕,太稀容易断布。
2.2 刷毛、烧毛
烧毛的目的在于烧去布面上的绒毛,使布面光洁美观,并防止在染色印花时因绒毛在而产生染色不匀及印花疵病。织物烧毛是将织物平幅快速通过高温火焰,烧毛活口通常有两正两反,根据织物的薄厚来选择,通常薄布一正一反两个火口即可,厚布需要火口两正两反。
这时布面上存在的绒毛很快升温,并发生燃烧,而布料本身比较紧密,升温较慢,在未升到着火点时,即已离开了火焰,从而达到烧去绒毛、又不烧坏织物的目的。
2.3 退浆
纺织厂为了顺利的织布,往往对经纱上浆以提高强力和耐磨性。坯布上的浆料即影响织物的吸水性能,还影响染整产品的质量,且会增加染化药品的消耗,故在煮练前应先去除浆料,这个过程叫退浆。
织物上的浆料通常为PVA淀粉浆,它的特点是易溶于80℃以上的热水中,所以在煮练前可以清除大部分的浆料,PVA浆料是很难降解的且容易造成环境污染,热水退掉的浆料可以集中收集起来进行回收利用,回收后的PVA可以继续用在织布工厂,PVA回收装置即可减轻污水处理压力又能节省成本。
2.4 煮练
棉纤维生长时,有天然杂质(果胶质、蜡状物质、含氮物质等)一起伴生。棉织物经退浆后,大部分浆料及部分天然杂质已被去除,但还有少量的浆料以及大部分天然杂质残留在织物上。这些杂质的存在,使棉织物的布面较黄,渗透性差。同时,大大影响了棉布的外观质量。
故需要将织物在高温浓碱液和一些辅助助剂的作用下煮练,以去除残留杂质。煮练是利用烧碱和其他煮练助剂与果胶质、蜡状物质、含氮物质、棉籽壳发生化学降解反应或乳化作用、膨化作用等,经水洗后使杂质从织物上退除。
2.4.1 煮练工艺

102℃蒸30分钟,水洗进入漂白工序。
2.4.2 工艺注意事项
(1)煮练化学药品浓度控制较为严格,火碱、过硫酸钠、渗透剂、螯合剂的浓度控制要准确,需要选配高性能的化学品中央控制系统(CCCMETER)来实现。
(2)渗透剂必须选择耐碱性高、渗透性强的产品(根据工厂的检测要求筛选)。
(3)螯合剂要选择螯合性能强的,消泡剂要选择消泡抑泡好、耐碱性强的。
(4)过硫酸钠是一种强氧化剂,煮练的量控制一定要准确,生产时每半个小时通过化学滴定来确定实际的量,过高会造成布料强力下降,过低会造成煮练不充分。
2.5 漂白
织物经煮练后,由于纤维上还有天然色素存在,其外观不够洁白,用以染色或印花,会影响色泽的鲜艳度。漂白的目的就在于去除色素,赋于织物必要和稳定的白度,而纤维本身则不受显著的损伤。棉织物常用的漂白方法有双氧水法和次(亚)氯酸钠法。
通常工厂使用双氧水漂白,化药液PH值约为10,在高温下进行漂白,漂白织物白度高而稳定,手感好,还能去除浆料及天然杂质。缺点是对设备要求高,成本较高。在适当条件下,与烧碱联合,能使退浆、煮练、漂白一次完成。漂白布料给予后面工序一个统一的白度和吸水性能,更好地控制染色或者加白布料的匀染效果。
2.5.1 漂白工艺
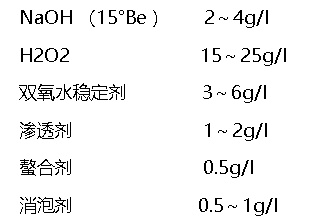
2.5.2 工艺注意事项
(1)102℃汽蒸25分钟水洗进入烘干、打卷工序(此处的水洗溢流水可以回收利用到煮练后的水洗过程上,节能减排)。
(2)化学品浓度控制同样需要中央控制系统来实现;生产过程中要抽查各个工序的化学品浓度,检查机器设定与人工滴定的误差已达到工艺的要求,可以在生产前进行化学药品调配,按照每半小时一次的频率检查浓度变化,以掌握机器控制的规律。
(3)打卷时必须要取样检查布料的吸水性 是否含有PVA、PH、白度、强力等。
3.丝光
丝光是指棉织物在室温或低温下,在经纬方向上都受到张力的情况下,用浓的烧碱或者液氨处理,以改善织物性能的加工过程。棉织物经过丝光后,由于纤维膨化、纤维纵向天然扭转消失,横截面成椭圆形,对光的反向更有规律,因而增进了光泽。纤维稳定性的增加,使染色时染料的上染率增加。取向度的提高,使织物强力增加,同时还有定型作用。
丝光通常有碱丝光或者液氨丝光。碱丝光后,一定要用淡碱冲洗去碱或平洗去碱等方法充分洗掉碱,水洗箱8组为最佳,先清水冲洗第七、第八箱,并加入醋酸进行中和,中和后PH值控制在5.5~7,可以用广泛指示剂进行测试。
液氨丝光是利用氨水进行丝光处理,相比于碱丝光,液氨可以瞬间渗入棉纤维内部膨胀,效果均匀又极易被消除,液氨丝光非但不损伤纤维,相反还可以改善耐磨和撕破强力,而碱丝光对棉强力损伤严重。液氨丝光的上染率不如碱丝光但匀染性好、光泽柔和、手感软。
由于液氨成本较高,极易挥发的特点对环保设备要求很高,存在环保问题,目前应用的不是太广泛,如能改善挥发废气回收利用问题,未来可广泛应用于生产。
丝光的作用主要是通过浓碱或液氨的作用,改善棉纤维的细胞结构,使其溶胀规则,以便于染色和整理时更好地吸收染料和整理助剂;另外,还可以改善织物缩水性能和强力。
4.热定型
热定型是涤纶和涤/棉混纺织物染整加工中的重要工序,其主要目的是消除织物上已有的折痕,提高织物尺寸的热稳定性、形态稳定性,保证产品在使用和后续加工中不易产生难以消除的皱痕。热定型在一定程度上还能够改善或改变织物的手感、强力、起毛起球和染色性能等。
涤纶属热塑性纤维,在有张力作用下热处理时,大分子链段热运动加剧,并在作用力的方向上重排,使纤维内部完整性差的较小结晶体熔化,形成较大尺寸的结晶,从而使完整性和取向度提高,因而获得结构的稳定性。在张力一定的条件下,涤纶的定型效果主要受温度和时间的影响。
涤纶和涤/棉混纺织物经热定型后,尺寸热稳定性提高。通过测定在一定受热条件下织物的收缩率,可反应纤维的定形效果。纯棉织物为了减少褶皱,也可以通过湿拉幅来进行定性,棉强力受温度影响很大,所以拉幅定型的温度控制在140~160℃为宜,时间30s。因为不同工厂定型机烘箱数量不同(有8组的有10组的),以最终布料完全干燥时间为准。
5.结论
综上所述,前处理的连续化生产容易实现高度自动化控制,产品质量稳定可以大大提高生产效率,节约能源,连续生产对生产的工艺条件和化学药品控制要求很高,只要正确的选择相关辅助设备(中央化药控制系统)、强化管理、减少浪费,可以实现高效的生产。
作者简介
丁世全,山东安丘人,青岛大学染整学士,管理科学与工程硕士,1998年参加工作,曾任汽巴/亨斯迈染料合成生产经理,亨斯迈纺织染化(中国)有限公司总经理、法人代表。
手 机:13922409166
邮 箱:dingliurui@sina.cn