棉织物用纯天然生物制剂的染色处理工艺
王立军,刘瑞宁,郭秀娟
(河北宁纺集团 河北宁晋 055550)
技术领域
本技术方案属于纺织制造业技术领域,涉及到一种染色处理工艺,特别是基于纯天然生物制剂的纯棉织物的染色处理工艺。
背景技术
近年来纺织制造业在我国得到了快速发展,我国已经成为了世界上名副其实的纯棉织物生产大国,但是纺织制造业在促进经济发展的同时也造成了严重的环境污染,在传统的纯棉织物染色处理过程中,大量使用腐蚀性和有毒性化学品,使纯棉织物含有残余的甲醛、致癌或致过敏的禁用偶氮染料,铅、铬、镐、钻、汞等重金属离子,在使用过程中危害到了人们的身体健康,尤其是贴身服饰。
另外,染色处理过程中所产生的大量污水,PH值较高,化学需氧量(COD)较高,处理难度较大,费用较高,给土壤造成致命的盐碱化,导致土地板结,对环境产生严重的危害,给生态环境造成很大的压力。
技术方案内容
本技术方案的目的是为了解决现有的纯棉织物染色处理过程对环境产生严重危害、使用过程对人体健康产生伤害的技术问题,为了解决这个问题,我们设计了基于纯天然生物制剂的纯棉织物的染色处理工艺,在保持纯棉织物的柔软、吸汗、舒适自然等特点的前提下,减小了对环境的危害,避免了对人体的伤害,具有零污染的环保特色。
本技术方案所采用的具体技术方案是:基于纯天然生物制剂的纯棉织物的染色处理工艺,包括烧毛、退浆、煮练、漂白、染色、柔软处理、预缩处理,关键是:所述的退浆、煮练、漂白、染色处理过程中采用的制剂为生物制剂,分别为退浆酶溶液、煮练酶溶液、葡萄糖氧化酶溶液、植物染料,在此基础上,染色处理工艺包括以下步骤:
a.烧毛
将纯棉织物迅速通过火焰或在炽热的金属板表面擦过,烧去表面茸毛,火焰温度为900~1000℃,金属板的表面温度为790~810℃。
b.退浆
在85~95℃的条件下,将纯棉织物在浓度为4~6g/L的退浆酶溶液中进行浸轧,带液率为70%,然后在40~50℃的条件下堆置3~6h。
c.煮练
在45~55℃的条件下,将纯棉织物在煮练酶溶液中浸泡2~4h,浴比为20∶1,然后用100℃的水灭活8~12min。
d.漂白
在55~65℃的条件下,将纯棉织物在葡萄糖氧化酶溶液中浸泡55~65min,然后在85~95℃的条件下再浸泡110~130min,浴比为1∶10,然后用100℃的水洗15~25min,烘干即可。
e.染色
将纯棉织物浸入浓度为3~5g/L的植物染料中,浴比为1∶12,在75~85℃的条件下保温25~35min,然后加入浓度为0.08~0.12g/L的醋酸溶液调节PH值至5~6,然后排水,用60℃的水洗20min,55~65℃的水洗8~12min,再用30℃的水洗10min,烘干即可。
f.柔软处理
利用空气洗机器进行柔软处理30~60min,空气洗机器内气体的温度为80℃,湿度为20~80%,压力为0.2MPa,纯棉织物的转速为900~1100m/min。
g.预缩处理
利用预缩机进行预缩处理,气压为0.3MPa,车速为30m/min,预缩率为7%。
本技术方案的有益效果是:本技术方案操作简单,纯天然生物制剂几乎不含任何有毒物质,使纯棉织物中不再含有危害人体健康的甲醛、致癌或致过敏的禁用偶氮染料,以及各种重金属离子,对人体有着健康保健作用。
处理过程中产生的废水少且可生物降解,降低了能耗,减小了对环境的危害,利于生态环保。这种绿色、无污染、对环境友好的染色处理工艺是迎合环保要求的必然结果,也是符合后配额时代各主要纯棉织物进口国严格的纯棉织物生态标准的唯一方法,对整个人类社会的生存环境有着积极作用,是纯棉织物达到环保要求的必要条件。
退浆酶溶液、煮练酶溶液、葡萄糖氧化酶溶液都是具有催化作用的特殊蛋白质,是具有环境亲和性的生物催化剂,加工工艺简单,无毒性,污水排放少,反应速度快,处理条件(温度、PH值等)较温和,操作安全易控制,仅对特定的底物起作用,对基质损伤小,无毒、无害、无污染,与环境相容性好,可代替染色处理工艺中的化学助剂,用来除去浆料、棉蜡、果胶质和蛋白质等各种伴生物,使纯棉织物获得优良的润湿性和白度,减少了碱性强、色度深、化学需氧量(COD)较高的废水的排放量,减轻了土壤盐碱化、土地板结的程度,减小了对自然环境的破坏,利于生态环保。
植物染料是从植物中提取出的用于织物染色的染料,直接取自于大自然,它本身结构的形成完全是自然生长的结果,其间不会涉及任何化学原料,对人体没有化学损害。而且植物染料所采用的植物原料,均经过严格筛选,不仅无毒无害,有的还具有医疗和保健作用。
另外,植物染料的生产过程实质上就是色素的提取过程,会留下一定量的残渣,但是这些残渣本身就是植物的组成部分,将其经过一定的处理,可作为优质的肥料。植物染料在染制时,其色素分子是通过与织物纤维亲合而改变纤维的色彩,所着之色虽经日晒水洗,均不易脱落或很少脱落。植物染料与环境的相容性好,生物可降解,而且无毒无害,对皮肤无过敏性和致癌性,具有较好的生物可降解性和环境相容性。
由此看来,植物染料从生态染料标准这一角度上讲,具有合成染料难以比拟的优越性。
具体实施方式
基于纯天然生物制剂的纯棉织物的染色处理工艺,包括烧毛、退浆、煮练、漂白、染色、柔软处理、预缩处理,关键是:所述的退浆、煮练、漂白、染色处理过程中采用的制剂为生物制剂,分别为退浆酶溶液、煮练酶溶液、葡萄糖氧化酶溶液、植物染料,在此基础上,染色处理工艺包括以下步骤:
a.烧毛
将纯棉织物迅速通过火焰或在炽热的金属板表面擦过,烧去表面茸毛,火焰温度为900~1000℃,金属板的表面温度为790~810℃。
b.退浆
在85~95℃的条件下,将纯棉织物在浓度为4~6g/L的退浆酶溶液中进行浸轧,带液率为70%,然后在40~50℃的条件下堆置3~6h。
c.煮练
在45~55℃的条件下,将纯棉织物在煮练酶溶液中浸泡2~4h,浴比为20∶1,然后用100℃的水灭活8~12min。
d.漂白
在55~65℃的条件下,将纯棉织物在葡萄糖氧化酶溶液中浸泡55~65min,然后在85~95℃的条件下再浸泡110~130min,浴比为1∶10,然后用100℃的水洗15~25min,烘干即可。
e.染色
将纯棉织物浸入浓度为3~5g/L的植物染料中,浴比为1∶12,在75~85℃的条件下保温25~35min,然后加入浓度为0.08~0.12g/L的醋酸溶液调节PH值至5~6,然后排水,用60℃的水洗20min,55~65℃的水洗8~12min,再用30℃的水洗10min,烘干即可。
f.柔软处理
利用空气洗机器进行柔软处理30~60min,空气洗机器内气体的温度为80℃,湿度为20~80%,压力为0.2MPa,纯棉织物的转速为900~1100m/min。
g.预缩处理
利用预缩机进行预缩处理,气压为0.3MPa,车速为30m/min,预缩率为7%。
步骤b中所用的退浆酶溶液是苏州宏达制酶有限公司生产的宽温幅退浆酶2000L,浸轧方式为六浸两轧。
步骤c所用的煮练酶溶液中果胶酶和纤维素酶的浓度分别为3.5~4.5g/L和4.5~5.5g/L。
步骤d所用的葡萄糖氧化酶溶液中蛋白质和葡萄糖的浓度分别为9.5~10.5g/L和7.5~8.5g/L。
步骤e中所述的植物染料为红花、冻绿、姜黄、栀子、槟榔子黑中的任意一种。
本技术方案在具体实施时:
a.烧毛
采用两正一反的烧毛工艺,将纯棉织物迅速在炽热的金属板表面擦过,烧去表面茸毛,使表面光洁平整、织纹清晰,金属板的表面温度为800℃,高于各种纤维的分解温度或着火点,由于伸出表面的茸毛相对受热面积大,瞬时升温至着火点而燃烧,而纱线和织物本体因拈回和交织紧密,升温速度并不如此迅速,所以很少受到影响。
b.退浆
在90℃的条件下,将纯棉织物在浓度为4g/L的宽温幅退浆酶2000L中进行浸轧,带液率为70%,然后在40~50℃的条件下堆置4h,使淀粉充分水解生成糊精和麦芽糖而极易从纯棉织物上洗除。
退浆完成后,利用德国的TEGEWA标准色卡进行检测,该色卡共分9级,1级最差,9级最好,一般达到7级以上就认为退浆率良好。退浆不彻底会对后续染色加工产生不良影响,退浆率低的位置会出现染色不透,该位置得色浅,肉眼观察即会看到浅色斑点,特别是深色织物更为明显。
当只改变宽温幅退浆酶2000L浓度时,退浆率的变化如表1所示:
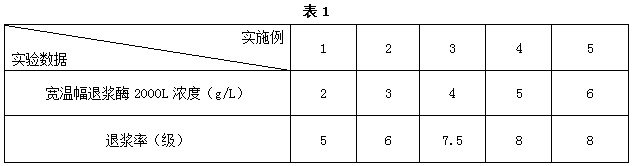
由表1可知,随着宽温幅退浆酶2000L浓度的增大,退浆率的等级升高,当浓度为4g/L时退浆率已经达到了退浆要求;当浓度继续增大时,退浆率变化不大,综合成本考虑,一般将浓度定为4g/L。
当只改变堆置时间时,退浆率的变化如表2所示:
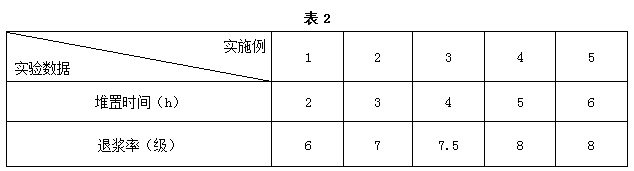
由表2可知,堆置时间少于3h时退浆率无法达到要求,3h时正好达到要求,为了增加工艺的稳定性和保险系数,一般选择堆置4h。
c.煮练
在50℃的条件下,将纯棉织物在煮练酶溶液中浸泡3h,浴比为20∶1,然后用100℃的水灭活10min,除去纯棉织物上残留的少量浆料及大部分天然杂质,防止纯棉织物的表面发黄,使纯棉织物具有良好的渗透性,便于染色和印花加工。
当改变煮练酶中果胶酶浓度和纤维素酶浓度时,毛效、棉籽壳去除率、纯棉织物失重率的变化如表3所示:
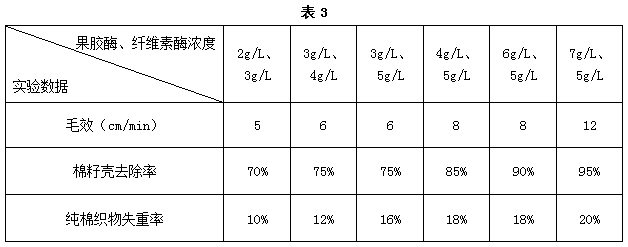
由表3可知,果胶酶对纯棉织物的毛效和棉籽壳去除率影响比较大,纤维素酶对提高纯棉织物的光洁度和平整度影响比较大,考虑到对染色的要求和产品外观的要求,一般选择果胶酶浓度和纤维素酶浓度分别为4g/L、5g/L。
d.漂白
在60℃的条件下,将纯棉织物在葡萄糖氧化酶溶液中浸泡60min,然后在90℃的条件下再浸泡120min,浴比为1∶10,然后用100℃的水洗20min,烘干即可。
葡萄糖氧化酶的漂白原理是β-D-葡萄糖在葡萄糖氧化酶的催化作用下,生成葡萄糖酸内酯和双氧水,利用产物双氧水对纯棉织物进行漂白,葡萄糖酸内酯水解生成的葡萄糖酸,对金属离子具有很强的螯合能力。因此,漂白时无须加入双氧水稳定剂。
处理浴应调节在微酸性至中性,温度也应较低,这样处理条件下的纯棉织物白度与传统氧漂基本相同。此外,由于天然油脂成分的残留,纯棉织物手感柔软,有厚实感。
与传统双氧水漂白的对比结果如表4所示:
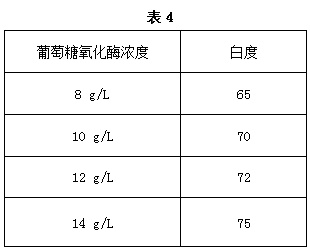
由表4可知,葡萄糖氧化酶的浓度越高,所得纯棉织物的白度越高。
e.染色
将纯棉织物浸入浓度为4g/L的植物染料中,浴比为1∶12,在80℃的条件下保温30min,然后加入浓度为0.1g/L的醋酸溶液调节PH值至5~6,然后排水,用60℃的水洗20min,65℃的水洗10min,再用30℃的水洗10min,烘干即可。
红花又名红蓝草,所染为“真红”,而且可直接在纤维上染色,故在红色染料中占有极为重要的地位,古代把红花素浸入淀粉中,可以做胭脂。根据现代科学分析,红花中含有黄色和红色两种色素,其中黄色素溶于水和酸性溶液,无染料价值;而红色素易溶解于碱性水溶液,在中性或弱酸性溶液中可产生沉淀,形成鲜红的色淀。
冻绿色素成分比较复杂,有天然绿一号(Natural Green I):C42H28O27;天然绿二号(Natural Green Ⅱ):C15H12O6,以及黄色调的鼠李宁A(Rhamnin A):C20H20O6;鼠李宁B(Rhamnin B)C13H10O4和甲基鼠李素等,这些色素都可以采用直接法在弱碱性浴中染棉和丝绸。
姜黄色素的主要成分是黄色的姜黄素、脱甲基姜黄素和双脱甲基姜黄素,在弱酸性条件下呈黄色。
栀子的果实中含有酮物质栀子黄素,用酸性来控制栀子染黄的深浅,欲得深黄色,则增加染中醋的用量。用栀子浸液可以直接将纯棉织物染成鲜艳的黄色,工艺简单。
槟榔子黑是从槟榔种子中提取的槟榔色素,在铁盐的作用下为黑色、蓝黑色或红黑色。
经过对各种植物染料作正交实验,所得的试验结果如表5所示:
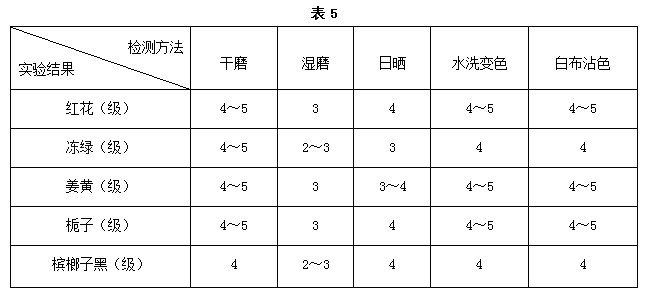
由表5可知,红花、冻绿、姜黄、栀子、槟榔子黑作为植物染料给纯棉织物染色的稳定性较好,不易磨损和变色。
f.柔软处理
利用空气洗机器进行柔软处理60min,气体的温度为80℃,湿度为60%,压力为0.2MPa,纯棉织物的转速为1000m/min。
我们在空气洗机器上对纯棉织物进行超柔整理使纯棉织物达到柔软的目的,空气洗完全通过物理的方法使纯棉织物柔顺,在空气洗机器中导入温度为80℃、湿度为60%、压力为0.2MPa的气体,同时在一定的机械力作用下,使纤维充分伸展回复纤维的弹力,使纯棉织物手感柔软有弹性。
它是利用强大的气流,在高温、高压状态下,通过非凡的文杜里管以绳状形式送纯棉织物,每根文杜里管由一个鼓风机控制,纯棉织物在文杜里管中被气流加以揉搓,然后被喷出,使它纯棉织物在失压过程中产生膨化,最后将纯棉织物抛至机器后方的不锈钢拉板上,再将纯棉织物落入机器的主柜,通过铺在上面的特氟纶板,轻柔地滑至机器前部,再进行循环的抽式柔软整理。由此,在瞬间完成了三步机械柔软作用。
纯棉织物以1000m/min的速度高速运转,通过风量调节,在无张力下,全松弛式获得柔软。纯棉织物经处理后可获得独特的柔软风格。用空气洗机器处理的纯棉织物,具有机械而非化学品处理手感柔软度好、手感持久性好的特点。
改变处理时间,采用织物风格试验方法、弯曲性能试验方法,用弯曲测试仪来测量纯棉织物的柔软度,以弯曲部分占总长的百分比来表示,百分比越小表示柔软度越好,所得的测试结果如表6所示:
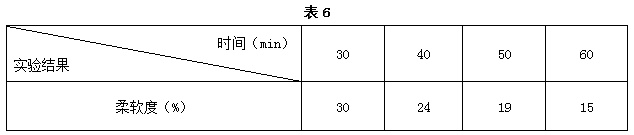
由表6可知,处理时间越长,百分比越小,所得纯棉织物的手感柔软性也就越好。
g.预缩处理
利用预缩机进行预缩处理,气压为0.3MPa,车速为30m/min,预缩率为7%。
综上所述,本技术方案利用纯天然的生物制剂替代传统的化学制剂,处理过程简单方便,制得的纯棉织物几乎不含任何有毒物质,避免了对人体的伤害,处理过程中产生的废水少且可生物降解,降低了能耗,减小了对环境的危害,利于生态环保。
结 论
基于纯天然生物制剂的纯棉织物的染色处理工艺,为了解决现有的纯棉织物染色处理过程对环境产生严重危害、使用过程对人体健康产生伤害的技术问题,采用的技术方案是染色处理工艺包括烧毛、退浆、煮练、漂白、染色、柔软处理、预缩处理。关键是:所述的退浆、煮练、漂白、染色处理过程中采用的制剂为生物制剂,分别为退浆酶溶液、煮练酶溶液、葡萄糖氧化酶溶液、植物染料。技术效果是操作简单,纯天然生物制剂几乎不含任何有毒物质,处理过程中产生的废水少且可生物降解,在保持纯棉织物的柔软、吸汗、舒适自然等特点的前提下,减小了对环境的危害,避免了对人体的伤害,具有零污染的环保特色。
作者简介:
刘瑞宁,轻化工程专业,中级工程师,研究方向为低温短流程前处理和功能性后整理,现就职于河北宁纺集团新产品开发部,负责染料和助剂的筛选、应用等工作。
电 话:18632924943
邮 箱:Liuruining051209@163.com