涤棉染色一浴剂RY-236的实验与应用
夏继平,雷梅根
[瑞鹰(中国)科技新材料发展有限公司 福建石狮 362700]
摘 要:采用涤棉染色一浴剂RY-236,对涤棉针织物进行高温氧漂染色一浴工艺加工。通过实验与生产实践表明,涤棉氧漂染色一浴剂RY-236用量为2.0g/L,H2O2 2.5g/L时,处理后的T/C针织汗布的毛效为12.4cm/30min,白度为71.8,强力408N,均适合染色要求。同时,与传统的二浴工艺相比,应用RY-236漂棉染涤一浴工艺,省水3~4缸,省时2~3小时,节约了氧漂助剂。
关键词:涤棉染色;一浴工艺;涤棉染色一浴剂RY-236;针织物;涤棉织物
前 言
涤棉针织物的分散/直接染料浅中色染色工艺,目前多数漂染厂采用的工艺是:先氧漂,之后分散染料与直接染料一起进缸,高温染涤套棉。福建瑞鹰科技新材料发展有限公司研发的涤棉染色一浴剂RY-236,可将氧漂、染涤、套棉三个流程合为一个流程,一浴二步法工艺完成涤棉的氧漂、染色。
涤棉染色一浴剂RY-236的应用,突破了传统的工艺思维,节省用水3~4缸水,节省了氧漂所用的助剂,将传统的工艺时间缩短了2~3小时,明显提高了染色效率,降低成本。
1.试验
1.1 材料与仪器
织物:T/C针织汗布。
染化料:涤棉染色一浴剂RY-236(福建瑞鹰科技)、分散蓝2BLN、分散红3B、分散黄E-3G、分散翠蓝S-GL、分散嫩黄6GLN (浙江龙盛化工)、直接玫红F2G、直接黄D-3RNL、直接蓝D-3GL、直接翠蓝D-BGL、直接嫩黄5GL(吴江三友化工)、30%双氧水、元明粉、烧碱(工业用)、渗透剂、除油剂、除氧酶(福建瑞鹰化工)。
仪器:Datacoior i7电脑测配色仪(爱色丽公司)、E-201-C pH测试仪(上海精密仪器有限公司)、YG871型毛细管效应测试仪(南通宏大测试仪器有限公司)、YG026H-250多功能强力测试仪(温州大荣纺织仪器有限公司)、Rapid小样染色机(厦门瑞比精密机械有限公司)、HJ系列高温高压染色机(靖江华夏科技有限公司)。
1.2 染色工艺
1.2.1 工艺配方(二浴二步法工艺)
1.2.1.1 前处理
双氧水 g/L 6
烧碱 g/L 0.7
精练剂 g/L 1.0
渗透剂 g/L 1.0
冰醋酸 g/L 0.3
工艺流程:氧漂→80℃×15min热洗→酸洗→水洗二道→待染色。
1.2.1.2 染色
分散染料/%(o.w.f) x
直接染料/%(o.w.f) y
元明粉/% z
工艺流程:分散染料与直接染料一浴130℃×30min→降温至70℃→水洗→固色→出缸。
1.2.2 RY-236工艺配方(一浴二步法工艺)
分散染料/%(o.w.f) a
RY-236/g/L 1.5
双氧水/% 2~4
直接染料/%(o.w.f) b
元明粉/% c
浴比 1︰10
工艺流程:漂棉染涤130℃×30min→降温至70℃→加入直接染料→加入元明粉→升温至90℃保温20min→降温至70℃,排液→水洗→固色→出缸。
1.3 测试方法
1.3.1 毛效
根据FZ/T 01071-2008《纺织品 毛细管效应试验方法》,测试三次,取平均值。
1.3.2 白度
采用电脑测配色仪Datacoior i7,色布折叠成4层,测试不同的4点,取平均值。
1.3.3 染液pH值
采用E-201-C pH测试仪,测试常温下加入RY-236后的染色液的pH值,测试3次,取平均值。
1.3.4 色深度
采用电脑测配色仪Datacoior i7,色布折叠成4层,测试不同的4点,取平均值。
1.3.5 顶破强力
采用YG026H-250多功能弹子强力测试仪,在标准取样的5块布上测试,取平均值。
1.3.6 布面光洁度
在D65光源下,由专业培训过的技术人员进行目测和手感触摸,进行评价,综合确定评价。
2.结果与讨论
2.1 RY-236的影响
2.1.1 RY-236对T/C汗布中的棉氧漂的影响
染料用量0%,按照1.2.2节染色工艺对T/C 65/35汗布进行染色,双氧水用量为2.5g/L,改变RY-236的用量,测试RY-236在高温氧漂,对棉部分的氧漂的影响,结果见表1。
表1 RY-236用量对T/C 65/35汗布棉部分的氧漂的影响
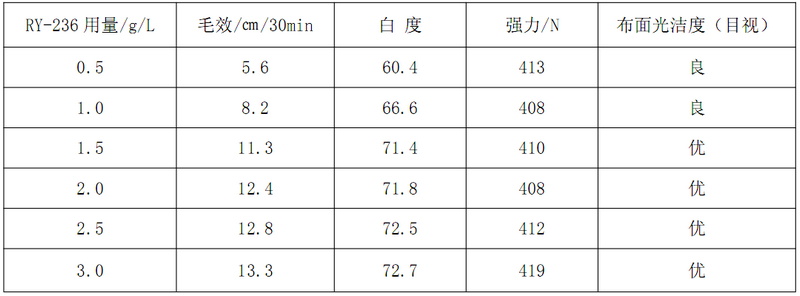
由表1 可知,RY-236用量在1.0g/L以下时,布样的毛效与布面光洁度均不理想;RY-236用量超过2.5g/L时,布样的各项性能均提升度不大。说明对于T/C 65/35针织汗布而言,RY-236的最佳用量为1.5~2.0g/L。此用量处理的布样,毛效、白度均适合染色要求。
染料用量0%,比较二浴二步工艺中前处理工艺(1.2.1.1节工艺)与RY-236一浴二步工艺(1.2.2节工艺)对T/C 65/35汗布进行棉部分氧漂的性能测试。RY-236一浴二步工艺中的双氧水用量为3.0g/L,RY-236用量为1.5g/L,测试对棉部分的氧漂的影响。二浴二步工艺的氧工艺为100℃×60min,RY-236的氧漂工艺为130℃×30min,结果见表2。
表2 不同工艺对T/C 65/35汗布棉部分的氧漂的影响

由表2可知,RY-236在高温氧漂一浴一步工艺中的T/C布样的各项氧漂指标好于常压下二浴二步工艺的氧漂指标。
2.1.2 对T/C汗布分散/直接染料染色的影响
按照工艺1.2.1节(二浴二步法)与工艺1.2.2(RY-236 一浴二步法),选择浅色、浅艳色、灰色系,分散染料和直接染料的总用量为0.5%,对T/C 65/35汗布进行了染色平行对比(双氧水用量为2.5g/L)。以二浴二步法染色的色样为基准(目前多数染厂应用的工艺),测试RY-236染色色样的深度值及色差值,结果如表3。
表3 RY-236对染色的影响
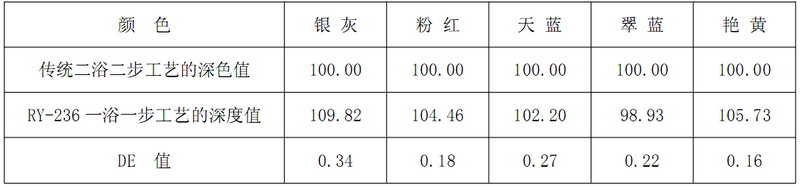
表3中所测的数据是以传统二浴二步工艺染色的布样为基准。数据表明,采用RY-236进行一浴二步工艺染色的色样与目前多数染厂应用的二浴二步工艺染色的色样基本一致,说明RY-236一浴二步染色工艺完全可以替代二浴二步染色工艺,不会产生色深度及色差问题。
2.2.2 双氧水质量浓度的影响
涤棉练染一浴工艺对于分散染料的耐氧要求较高。在高温染色条件下,适量的双氧水用量能保证分散染料的高上染率及极佳的染色重现性,同时保证棉部分的氧漂性能。选用了分散红3B、黄E-3G、蓝2BLN、翠蓝S-GL、深蓝HGL,对纯涤双面布进行了试验(RY-236用量1.5g/L),结果如表4。表4结果表明,双氧水的用量变化,对多数分散染料的高温染色几乎无影响。
表4 双氧水质量浓度对分散染料上染率的影响
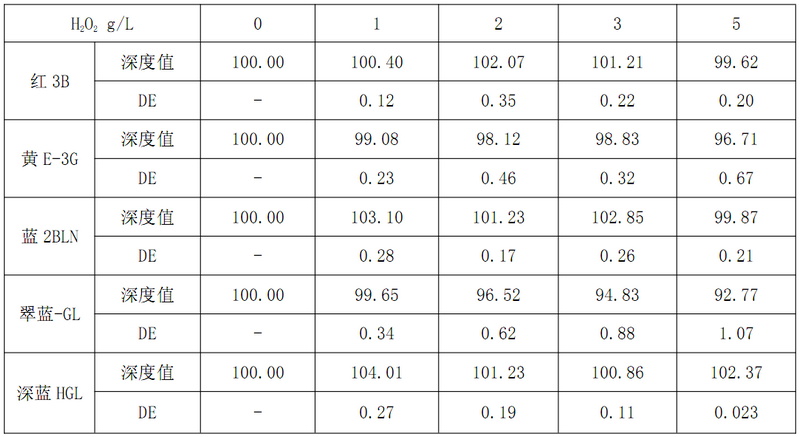
表5 双氧水质量浓度对针织布的品质影响
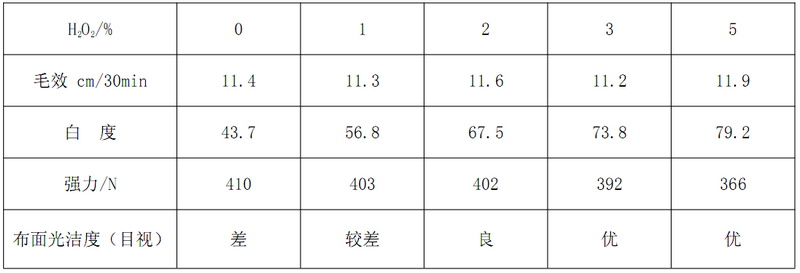
表5数据说明,当双氧水的用量5g/L时,虽然白度有提升,但强力明显下降,可以确定双氧水的合理用量为2~3g/L。
2.2.3 水质pH值对分散染料染色的影响
选用了分散红3B、黄E-3G、蓝2BLN、翠蓝S-GL、深蓝HGL,对纯涤双面布进行了不同pH值的水质染色试验,结果如表6。
表6 染色水质的pH值对分散染料染色的影响
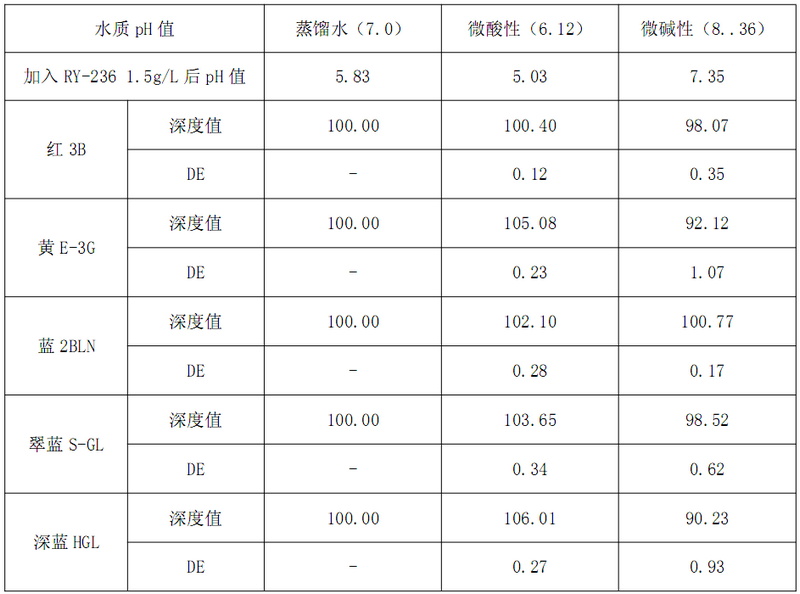
表6的数据表明,染色水质的pH值,对染液的pH值波动较大,易造成一些对染色pH值要求较高的分散染料的上染率发生了明显的变化,如分散黄E-3G、分散深蓝HGL。
2.3 生产实践
依据成熟的实验经验,在染厂进行了生产,检验涤棉染色一浴工艺生产后的成品品质。对T/C 65/35氨纶汗布(克重为280克/m2)锈红色,进行1.2.1 节二浴二步工艺(A#缸)及1.2.2节一浴二步工艺(B#缸)的染色加工。
2.3.1 二浴二步工艺(A#缸,600KG,锈红)
(1)氧漂
30% H2O2/% 6
纯碱/% 2
精练剂/% 1
除油剂/% 0.5
醋酸/% 0.3
除氧酶/% 0.15
浴比 1︰10
工艺流程:氧漂(98℃×30min)→热洗(80℃×15min)→酸洗→除氧→染色。
(2)分散/直接染料一浴染色
分散黄棕3RN/% 0.2
分散红玉FL/% 0.26
分散蓝2BLN/% 0.012
直接黄D-3RNL/% 0.1
直接大红F2G/% 0.18
直接宝蓝BRL/% 0.01
食盐/% 10
醋酸/% 0.5
高温匀染剂BOF/% 1
浴比 1︰10
工艺流程:染色(125℃×30min)→水洗→出缸。
2.3.2 RY-236一浴二步工艺(B #缸,600KG,锈红,染料配方同2.3.1)
RY-236/% 1.5
30% 双氧水/% 2.5
分散黄棕3RN/% 0.2
分散红玉FL/% 0.26
分散蓝2BLN/% 0.012
直接黄D-3RNL/% 0.1
直接大红F2G/% 0.18
直接宝蓝BRL/% 0.01
食盐/% 10
高温匀染剂BOF/% 1
浴比 1︰10
工艺流程:漂棉染涤125℃×30min→降温至70℃→加入直接染料→加入元明粉→升温至85℃×10min→降温至70℃,排液→水洗→出缸。
2.3.3 工艺质量对比
表7 传统二浴二步工艺与RY-236一浴二步工艺的物理指标
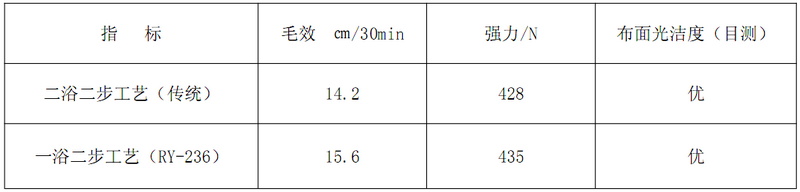
表7结果说明,涤棉染色一浴剂RY-236用量1.5%,双氧水2.5%时,T/C针织汗布的毛效、强力、布面效果与传统工艺的品质一致。
2.3.4 工艺流程及成本对比
表8 工艺流程及成本对比
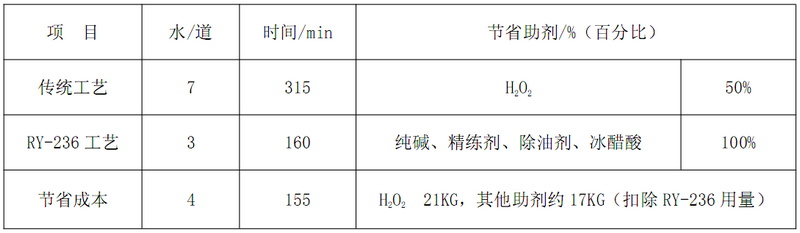
从表8中可以看出,RY-236工艺较传统工艺可节省用水4缸,时间近2.6小时,还节省大量的前处理氧漂助剂。
3.结论
(1)通过单因素分析,确定优化的涤棉一浴染色工艺:H2O2 2~4g/L , RY-236 1.5g/L,染料 x% ,125~135℃×30~50min。
(2)通过对不同比例成分T/C针织布,在漂染厂采用RY-236对粉红、浅蓝、浅灰、艳蓝、翠蓝、大红、咖啡、深蓝等多个传统工艺染色OK配方的颜色进行直接替换为RY-236一浴一步工艺染色,一次性染色成功率92%,成品布的各项质量指标全部符合染厂要求。
(3)涤棉染色一浴剂RY-236的应用,突破了传统的工艺思维,节省用水3~4缸水,节省了氧漂所用的助剂,将传统的工艺时间缩短了2~3小时,明显提高了染色效率,降低成本。
作者简介:
①雷梅根,技术总监,从事纺织助剂的研发与应用工作多年,负责公司的节能减排产品技术研发及应用技术服务工作。
手 机:18650903623
②夏继平,全面负责公司的技术和销售,欢迎联系!
手 机:18659003893