印染厂碳素磨毛的质量控制和管理
刘干民[1],彭卫东[2]
(1.广东省纺织协会 广东广州 510060;2.广东省纺织工程学会针织牛仔技术开发中心·众高技术 广东广州 529400)
摘 要:“设备、操作、工艺”是纺织印染企业的基础管理工作,俗称“老三基”,在信息化时代的今天,要踏实做好实体经济,特别是传统的纺织印染企业,抓好“老三基”仍有现实意义。文章通过印染厂“碳素磨毛质量”的技术服务项目的技术服务和攻关,论证了“老三基”在印染厂管理中的重要性。
关键词:磨毛机;质量;攻关;工艺;管理
1.引言
某染厂采用的是进口的意大利拉法(Lafer)磨毛机,在生产过程中出现的质量问题较多:
(1)半漂布经过磨毛机工序后,染色时易出现色差或中边色差,达不到客户的指标要求;或者有类似“泪痕”点的色斑。
(2)色布经过磨毛机工序后,色差会更明显,特别是中边色差达不到客户的指标要求。
(3)在一些时候,磨毛后,面料的手感变化大,正常手感好,有像皮肤一样的感觉,差的时候有“树皮皱”或段与段之间手感不一样。
(4)生产车间是24小时运行的,有些时段质量问题特别多等。
众高技术开发服务中心接到这一技术服务项目,组织本中心的技术和管理专家,在染厂的协助下,进行技术攻关,全面系统地帮助企业解决了问题,使染厂的生产效率提高,满足客户要求,下面将该技术服务项目在攻关过程中涉及到染厂的一些共性问题公开发表,以期同行产生共鸣!
2.拉法(Lafer)磨毛机使用注意事项
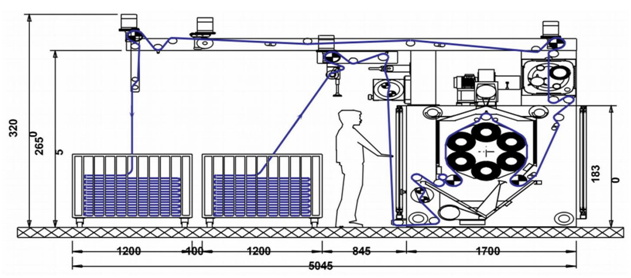
图1 拉法(Lafer)磨毛机示意图
该机是一台自动化程度较高的设备,图1是磨毛机的主要部分,实际生产中,许多染厂会在主机之前加上料槽、轧车、烘干装置等,便于过水磨毛和轧料磨毛,本项目对应的磨毛机就安装了这些装置。其中主机的有关参数和使用注意事项如下:
装机功率68KW,压缩空气压力为6bar,织物速度8~45米/分钟,滚筒转速30~60转/分钟,刷子速度400~1500转/分钟。
上布时必须在点动“JOG”页面逐一的从TAKE- IN锡林开始,在点动操作时确保其与下一锡林“FRONT DRIVER”之间不能有较多的剩余织物存在,避免织物缠绕在锡林上,造成拉弯张力辊,损坏张力传感器的情况发生;其他锡林依次类推。
织物上机后,必须在点动“JOG”页面对每个锡林的实际“REAL”张力值与设定“SET OFF”值进行校正,待两值近似时,将吸风电机开关闭合,启动开机键。此时操作工必须观察各锡林的张力值是否正常,一旦有其他异常情况必须立即停机,待将异常情况排除后,重复上述步骤方可开机。
也就是说设备的开机上布过程操作非常重要!操作时,要求布车一定要与机器平行放置,确保进入机器内织物的张力均匀一致。如果在大锡林上的织物出现打折现象,要适度增加进布锡林的张力,直到打折现象消除为止,确保织物均匀包覆在大锡林上;如果后面出现打折现象则要调整大锡林的张力;如果织物不过水磨毛,而是从丝光机下机后立即进行磨毛处理。
此时,打卷的织物不要存放太长的时间,因为存放时间过长会造成布两端的含湿度与中部不同,出现织物张力两端与中部不均匀,导致磨毛效果左中右出现差异。
批次织物完成后,操作工要对整机进行彻底的清洁工作,尤其是对磨毛刷、锡林和罗拉的轴承部位。每周要对电控柜门上的通风过滤器进行一次清洁,确保通风正常,避免电子器件因温度过高造成人为损坏。每1000小时要对各轴承的润滑油(脂)进行补充。
对于被磨毛的织物,特别是半漂布应按照机织物的结构特点,在磨毛前对织物的左中右强度进行检测,要求尽可能的一致,否则磨毛后会出现织物的强度不一致,导致染色后布面出现色差问题。
3.生产现场调查及测试的一些情况
根据技术服务计划,我们除对设备按照上述“2”的注意事项进行详细检查和调试外,还对生产现场进行检查、过往质量情况进行了统计、现场生产进行跟进、了解生产品种、采用不同的工艺进行对比试验,查看了产品流转跟踪卡、交接班记录等。
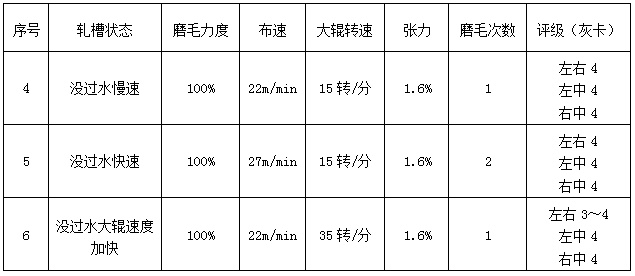
机器重新调整时,重点将磨毛辊1-3#、2~4#进行了调换,用同一织物品种150×50根/英寸/20s×16s+70D/63"规格的布进行磨毛,表1是在调换前不同工艺下进行磨毛的测试情况,表2是在调换后对应表1不同工艺下进行磨毛的测试情况。很明显表2质量优于表1,通过设备维修调整,磨毛后织物的左中右色差有较大的改善。
表1
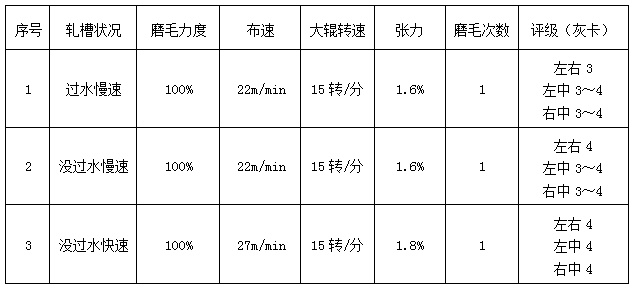
表2
生产车间为得到更柔软的手感,也为了减少昂贵碳素刷的所谓“磨损”,生产过程中,织物磨毛前过水时,使用过许多种类的柔软剂,我们特别关注这些柔软剂对磨毛后织物染色时出现“泪痕”似的色斑的相关性,该染厂使用过许多不同助剂厂家不同类别柔软剂,而后几乎无一例外地在不同时期染色时就出现了不同程度的色斑。
因此,我们建议染厂暂停使用这些柔软剂,只要调整和管理得当,碳素磨毛的手感柔软程度是可调的,其效果是非常不错的,况且没有证据显示加柔软剂有利于减少碳素刷的磨损,即使减磨了,可能“减少”的这点磨损也可能被柔软剂的成本所抵消。当然,不是说不能用柔软剂,许多磨毛工艺还是需要使用柔软剂的,只是应按需要按染色原理正确筛选柔软剂,用数据和事实说话,不要被供应商“忽悠!”
表3 近几月磨毛出现较大质量问题的班次统计(部分品种)

从表3不难看出,出现问题最多的是“夜班”,印染厂多为24小时运转,15天倒一次班,夜班管理容易出现松懈松劲的现象,检查还发现交接班记录时有时无或者记录千篇一律,产品流转的跟踪卡更是有许多涂改、卡物不符、无记录、无工序签名等现象。
为此,我们与生产厂一道根据车间生产实际和员工现状重新修(制)订了“跟踪卡”、交接班制度、轮班管理制度、磨毛机操作规程等,不单只将这些制度挂在墙上,还利用工余和工作间隙进行员工培训,特别是进行生产现场的示范操作,要求管理人员带头执行并与厂的奖惩制度联系起来,特别是员工工资不仅仅与产量挂钩,还要根据岗位职责与质量挂钩,这样员工面貌一新,生产现场管理也上了一个台阶。
4.结语
在印染厂,磨毛看似是一个很简单的工序,如果不加以重视和管理,往往会出现“一粒老鼠屎坏了一锅汤”的情况,其实要抓好磨毛工序,也很简单,还是纺织企业传统的老三样(也称老“三基”):设备、操作和工艺,从这三样入手。建立操作规程、周期保全保养制度、制定合理准确的工艺和工艺纪律,实行岗位责任制,加强轮班管理,并持之以恒地坚持,就一定能抓好质量提高生产效率,这是我们提出来的建议和对策,我们也是这样与染厂一道来落实的。
参考文献:
拉法(Lafer)磨毛机使用说明书。
作者简介:
刘干民,高级工程师,主要研究方向纺织染整企业管理、产品开发、植物靛蓝及产品、生态环保新技术的开发和应用、纺织染整传统生产厂的改造和更新,提供纺织厂染厂的管理和技术的咨询和服务。
手 机:13302551316
E-mail:34851770@qq.com