
长毛绒印花在质量上还不稳定.发生了不少客户索赔事例。这是由于长毛绒织物毛高通常在4~16mm,平方米克重在300~70Og,绒面平整光洁,细密柔软,刮印后织物带浆料较多,色浆堆积在织物表面,渗透困难,容易产生疵点。经过一段时间的探索和实践,我们对传统的生产工艺进行了改进,印花质量有了明显的提高
1长毛绒印花工艺流程
长毛绒坯布→印花→渗透→汽蒸→水洗→脱水→后整理(上浆定型、梳毛、烫光、剪毛等)。
2印花设备
印花台板、渗透机、汽蒸箱、水洗机、脱水机。
3渗透机结构
渗透机为二辊立式轧车,上辊为不锈钢辊,下辊为橡胶辊,采用油泵由上至下加压,有一橡胶刮刀紧贴不锈钢辊作往复运动,刮去轧辊上的印花浆料,印花后的长毛绒织物浆料堆积在织物表面,通过两个轧辊挤压,使浆料渗透到毛绒的根部。(见示意图)
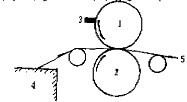
1不精铜轧辊,2橡胶轧辊,3橡脏刮刀,4印花台板,5印花织物
4印花工艺
4.1筛网
由于长毛缄印花织物带浆较多,经试验选用76~83目锦纶筛网,色浆透网性好,花纹轮廓光洁。
4.2描稿
长毛绒印花花纹粗犷,带浆较多,经渗透机后花纹会有所放大。因此,描稿时要根据长毛绒规格、浆料厚薄对花纹给予适当的收放。
4.3染料
长毛绒印花后要经过汽蒸、定型、烫光等高温整理,在选择印花染料时应注意:
①宜选用配伍值相同的染料相拼,至少是配伍值相接近的染料相拼,否则,选用配伍值相差较大的染料拼色,则印花后固色条件(汽蒸时间及温度)发生变化,会造成色光变化。
②宜选用熨烫牢度好的染料相拼,否则印花后的织物经过高温后整理,色泽发生变化而难以达到客户要求。
4.4糊料
糊料选择非常重要,长毛绒织物宜选用抱水性、渗透性好,对腈纶粘着力高的糊料,经反复筛选后,认为羟乙基皂荚胶酌拼乳化糊A较为适合。这是由于羟乙基皂荚胶抱水性好、粘着力高,但易堵塞筛网;而乳化糊A渗透性好,具有润滑作用,不堵网。
[pagebreak]
4,5印花
根据长毛绒布的规格、花纹的大小、浆料厚薄确定刮印次数贴坯浆一定要薄、粘、匀,否则经渗透后会出现贴坯浆溃印。印花后的织物不需烘干,应立即渗透,经过初步整理的印花长毛绒,图案精美清楚。
4.6渗透
合理调整渗透机轧辊压力,使浆料完全渗透,严防压力过大造成淌料及刮刀刮浆不净,造成搭色。
4.7汽蒸
采用悬挂式汽蒸箱。根据染料用量多少,确定汽蒸时间的长短,使染料充分扩散、渗透、固着。汽蒸温度:102~105℃,汽蒸时间:深色40min、中色30min、浅色20min。
4.8水洗
汽蒸后的长毛绒要充分水洗,去除浮色与浆料,采用松紧结合的六格水洗机。该结构是根据长毛绒带浆料较多,为使浆料充分润湿,便于洗去而选用。
工艺流程:第一格冷水(常温)→第二格热水(50℃)+209洗涤剂→第三格热水(40℃)→第四、五格冷水(常温)→第六格柔软(常温)。如有沾色,可用1227替代209洗涤。前面五格要加强流动水洗,严防洗下的浮色沾污地色。
5印花浆料配方
阳离子染料X
冰醋酸(98%)1~1.5
尿素2~5
硫酸铵1~2
羟乙基皂荚胶(3%)40~50
乳化糊A 20~30
合成100
6渗透机在印花中的作用
一般的台板印花工艺为印花→烘干→汽蒸,印花渗透效果主要依靠调节浆料厚薄,增加刮印次数,但实际上生产证明,若浆料过薄,易使浆料扩散,花纹模糊不清。增加尿素和渗透剂JFC用量,在蒸化过程中,由于尿素吸湿作用,可促使浆料渗透。增加印花刮印次数,渗透效果增加不明显,相反,给浆量过大,色浆堆积在织物表面,导致织物表面过渡饱和,产生大量的浮色,给后处理造成许多问题。
在印花中使用渗透机,浆料渗透效果明显,操作简单,工艺易于控制。浆料渗透依靠机械作用的挤压,使用效果对比如下表:

[pagebreak]
7讨论
在长毛绒印花工艺中增加渗透这一工序,辩决了长毛绒印花中渗透性不好、合格率较低的状况,渗透机在长毛绒印花中起着非常重要的作用:增加浆料的渗透;节约浆料用。量;节约能源、印花后不须烘干;降低操作工的劳动强度;提高生产效率;减少外观疵点,提高产品质量。同样,渗透机也可用于呢绒、灯芯绒等厚织物的印花。






