褶皱围巾是围巾系列中一种重要的款式。经过褶皱化处理的围巾,以其波浪形、立体感和独特的外观、手感,越来越受消费者的喜爱。目前, 我们设计开发打样褶皱荷叶边涤纶印花围巾,具有价格低、品质高的特点,并深受国外客户的欢迎。
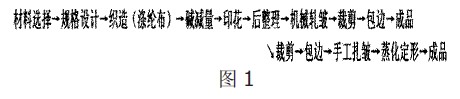
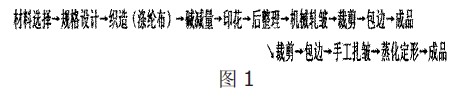
1总体工艺流程(见图1)
2织物规格

织造工艺:
经: 原料-倒筒-加捻-定形-倒筒-整经-织造
纬: 原料-倒筒-加捻-定形-倒筒-卷纬织造
经、纬线采用细旦丝,可以使围巾手感更柔软一些。经、纬线都加点捻度,是为了使轧皱后围巾更具有骨感和回弹性。这两点一结合,使该围巾具有独特的手感。
3织物的加工过程
从坯绸到成品织物总的练漂工艺流程为:坯绸准备-精练-水洗-湿热定型-碱减量-水洗!酸中和-水洗-皂煮-水洗-脱水-烘干-印花-后整理
3.1精练
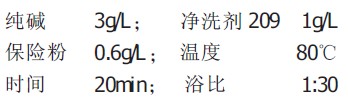
精练工艺比较简单,精练主要是去除纺丝或织造过程中加入的油剂以及沾污的油垢、尘砂、色素等,工艺条件如下:
3.2碱减量处理
碱减量加工是为了使织物光泽更柔和,手感更柔软,风格更与真丝绸相接近。
3.2.1碱减量机理
所谓碱减量处理,是指使用氢氧化钠(烧碱) 溶液来处理涤纶织物,使之重量减轻的仿真丝绸整理。在处理过程中,涤纶纤维的表面因纤维分子酯键水解而发生溶蚀,其结果导致织物中纤维及纱线间空隙增大,织物重量减轻,从而获得具有良好的透气性、形变恢复性、柔软性、悬垂性和外观酷似真丝绸的仿真效果。碱减量首先是纤维表面结构中结晶度较低的部分降解,温度和促进剂的影响最大。
3.2.2碱减量工艺流程:
该围巾碱减量采用浸轧烘燥连续式加工法, 织物浸轧前经过精练和定型,在浸轧时吸液才会均匀。其工艺流程:浸轧-辊筒烘燥-水洗-酸中和-热水洗-水洗-辊筒烘燥
3.2.3碱减量工艺条件:
由于该围巾采用细旦丝, 故减量率不能太高,控制在8%左右,同时该围巾本身比较薄,减量率过高,不但浪费原材料,而且容易在后加工各环节中引起散边。总结原因有:首先减量加工后经纬线纤维变细,更加容易位移,增加了散边的程度;其次,减量后经纬线受到损伤,而边上的损伤大于织物中间部分,边线容易磨断,又加剧了散边;第三,较长的减量时间,又有烧碱的作用,织物在烧碱溶液中很容易滑丝,从而造成减量后散边严重化。该围巾碱减量工艺条件:

3.3印花
优美的花型图案可以提高围巾的艺术价值。
3.3.1印花工艺流程: 配制色浆-印花-烘燥-蒸化-水洗-还原清洗-水洗-烘燥-拉幅定型。
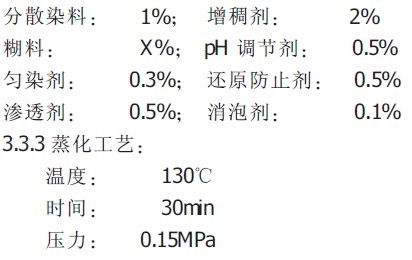
涤纶织物一般采用分散染料印花,可以得到鲜艳的色泽、柔软的手感及优良的色牢度。该围巾印花用手工台板印花A(选择渗透性好的糊料和增稠剂A并在色浆中加入渗透剂使围巾的正反面得色一致; 采取高温高压130度饱和蒸气汽蒸, 使色泽更饱满,手感更柔软。拉幅定型时可以浸轧有机硅柔软剂,使围巾的手感更加滑爽蓬松。
前言
褶皱围巾是围巾系列中一种重要的款式。经过褶皱化处理的围巾,以其波浪形、立体感和独特的外观、手感,越来越受消费者的喜爱。目前, 我们设计开发打样褶皱荷叶边涤纶印花围巾,具有价格低、品质高的特点,并深受国外客户的欢迎。
1总体工艺流程(见图1)
2织物规格
织造工艺:
经: 原料-倒筒-加捻-定形-倒筒-整经-织造
纬: 原料-倒筒-加捻-定形-倒筒-卷纬织造
经、纬线采用细旦丝,可以使围巾手感更柔软一些。经、纬线都加点捻度,是为了使轧皱后围巾更具有骨感和回弹性。这两点一结合,使该围巾具有独特的手感。
3织物的加工过程
从坯绸到成品织物总的练漂工艺流程为:坯绸准备-精练-水洗-湿热定型-碱减量-水洗!酸中和-水洗-皂煮-水洗-脱水-烘干-印花-后整理
3.1精练
精练工艺比较简单,精练主要是去除纺丝或织造过程中加入的油剂以及沾污的油垢、尘砂、色素等,工艺条件如下:
3.2碱减量处理
碱减量加工是为了使织物光泽更柔和,手感更柔软,风格更与真丝绸相接近。
3.2.1碱减量机理
所谓碱减量处理,是指使用氢氧化钠(烧碱) 溶液来处理涤纶织物,使之重量减轻的仿真丝绸整理。在处理过程中,涤纶纤维的表面因纤维分子酯键水解而发生溶蚀,其结果导致织物中纤维及纱线间空隙增大,织物重量减轻,从而获得具有良好的透气性、形变恢复性、柔软性、悬垂性和外观酷似真丝绸的仿真效果。碱减量首先是纤维表面结构中结晶度较低的部分降解,温度和促进剂的影响最大。
3.2.2碱减量工艺流程:
该围巾碱减量采用浸轧烘燥连续式加工法, 织物浸轧前经过精练和定型,在浸轧时吸液才会均匀。其工艺流程:浸轧-辊筒烘燥-水洗-酸中和-热水洗-水洗-辊筒烘燥
3.2.3碱减量工艺条件:
由于该围巾采用细旦丝, 故减量率不能太高,控制在8%左右,同时该围巾本身比较薄,减量率过高,不但浪费原材料,而且容易在后加工各环节中引起散边。总结原因有:首先减量加工后经纬线纤维变细,更加容易位移,增加了散边的程度;其次,减量后经纬线受到损伤,而边上的损伤大于织物中间部分,边线容易磨断,又加剧了散边;第三,较长的减量时间,又有烧碱的作用,织物在烧碱溶液中很容易滑丝,从而造成减量后散边严重化。该围巾碱减量工艺条件:
3.3印花
优美的花型图案可以提高围巾的艺术价值。
3.3.1印花工艺流程: 配制色浆-印花-烘燥-蒸化-水洗-还原清洗-水洗-烘燥-拉幅定型。
涤纶织物一般采用分散染料印花,可以得到鲜艳的色泽、柔软的手感及优良的色牢度。该围巾印花用手工台板印花A(选择渗透性好的糊料和增稠剂A并在色浆中加入渗透剂使围巾的正反面得色一致; 采取高温高压130度饱和蒸气汽蒸, 使色泽更饱满,手感更柔软。拉幅定型时可以浸轧有机硅柔软剂,使围巾的手感更加滑爽蓬松。
3.3.2印化浆配方:
4轧皱
4.1机械轧皱
将整匹布用轧皱机器进行轧制,按要求的轧纹生产。其特点是褶皱规则、整齐。本文中的围巾纬向条状印花,条、条与条间距均为2cm与印花条45度角轧皱, 印花条纹与轧皱条纹交叉产生丰满、立体美感(见图3)。

4.2手工扎皱
先用手工按花纹要求进行折叠并用绳固定,然后蒸化定形。蒸化温度180-200度。时间按扎皱纹的深浅和面料厚薄进行调整。
轧皱的过程其实就是热定形,一般意义上的热定形是消除染整过程中生成的折皱,使布面平整, 而轧皱是人为的使织物产生可逆的规则褶皱。因为涤纶纤维的热定形是属可逆的高弹形变,只不过其产生和消除需要时间。涤纶纤维的热定形是分子链段滑移或较小晶体熔融和较大晶体生长的过程,但也只是分子重整而改变原有结构的过程, 绝非熔融解体彻底重建的过程,所以温度选在玻璃化温度和软化温度之间,一般为 180-200度。
5包边
5.1机械轧皱的包边
因为是先轧皱后包边,边缘卷曲,包边时要注意。本文中的围巾用密三线拷边机,包入钓鱼线(细尼龙线)加密拷边。由于轧皱形成的"收缩"和钓鱼线的"相对硬弹性",就产生了荷叶边卷曲效果(见图4)。

图3荷叶边卷曲效果
5.2手工扎皱包边
因是包边后扎皱,包边与整体完全融合在一起见图4。

6结语
褶皱荷叶边涤纶印花围巾就是通过创新型的加工特别是后加工工艺设计,使产品达到成本低、附价值高、创汇好的纺织品。在我国当今纺织品出口偏于低档次的大气候中,该产品设计加工方法可给予纺织品出口企业一个借鉴。






