陶乃杰
1 技术术语“丝光”的含义
英人J.Mercer(约翰、默塞)自1843年开始最早从事以烧碱处理棉纤维的研究,在学术上取得巨大成就。Mercerisation即为纪念默塞的功绩,以其“姓”命名他所研究的工艺。Mercerisation如直译应为“默塞化”,如按工艺译应为“浓烧碱液处理纤维素纤维”。默塞处理纱线或织物的工艺都是在无张力条:件下进行的。织物经浓碱处理后,产品的长度或面积收缩过大,且在那时烧碱价贵,产品难以在市场上竞争,默塞的工艺竟因此被冷落达三十年之久。
在默塞去世后三年才诞生的英人H.Lowe(霍雷司、路威),他研究了用浓碱处理棉纱线的同时对棉纱线施加张力的工艺,并在张力下水洗去碱,使纱线维持原来的长度。路威发现,纱线除不再收缩变粗外,还可大大增加光泽。路威首创了在张力下以浓碱处理棉纤维的工艺。但和默塞同样未能找到投资者。直到1896年才有人用有张力工艺生产了高光泽丝光纱的商品。此时距默塞开始进行烧碱处理棉的研究已有50年了。到二十世纪,棉织物有张力的碱处理设备也逐渐发展而实现商品化生产。
路威的研究是在默塞的基础上进行的,而路威的有张力工艺是在默塞的所研究的进一步发展。国际上把路威的有张力工艺也包括在Mercerisation(默塞化)范围内。把路威的有张力工艺称为“Mercerising with tension”而把默塞的无张力工艺称为“Mercerisatingwithout tension”,以示区别。路威的有张力工艺有明显增加织物光泽的作用,在市场上取得较好的商业效果。有张力工艺就成为棉织物的重要常规加工工艺。针对此光泽特点我国将Mercerisation译为丝光,从商业效果看是很有水平的。但丝光一词又是对应于技术术语Mercerisation的译文,它已不再是商品专用语而是技术术语,其含义应广义地包括了各种以浓烧碱处理纤维素纤维的方式。所以不能理解为丝光仅能代表路威的有张力工艺或曲懈为无张力工艺就不能称之为丝光,而是应该和国际上相呼应,将丝光分为“有张力丝光”和“无张力丝光”。这样在国际上或国内交流时就容易取得一致理解。
2 以提高光泽为主的“常规紧式”布铗丝光
纤维素纤维经浓碱处理会发生剧烈溶胀,纤维横截面由扁瘪的腰子形转变为近似圆形的椭圆形。如果对纤维未加张力任其收缩的碱处理,即使横截面形态有所变化,也未见有明显增加光泽的现象。要使纤维明显增加光泽必需在纤维浸渍碱液后或者在洗碱过程中同时对纤维轴向施加张力以减少纤维表面的绉纹。光泽的增强程度将随张力的增大而增强。最大的光泽效果将发生于所甩张力足以使纤维在含碱液的情况下保持长度不收缩,或者收缩后再将其拉伸至原有长度。常规紧式丝光机设备就是根据上述机理设计的。织物经第一道浸轧碱液设备后,即进入近二十只绷布辊以延长碱液和纤维的作用时间,再进入第二道浸轧碱液设备。控制两道浸轧设备轧辊的线速对织物经向(纤维轴向)施加张力,使织物紧绷在绷布辊上,伸足长度使不产生收缩,纬向则未受张力而有所收缩。有两种原因造成织物纬向门幅收缩。一是由于纤维溶胀,另一是由于织物经纱伸“直”后减少了经纱的届曲波高,相应地增加了纬纱的屈曲波高而使织物门幅变狭(带有碱液的织物和绷布辊间的摩擦力是不足以阻止织物纬向收缩的)。当织物进入布铗后,织物在边冲洗边拉帽的过程中对织物纬向(纤维轴向)施加张力,使织物幅度拉伸至收缩前的宽度,当织物冲洗至所含碱液浓度不会使织物发生回缩时,脱开布铗进入最后的洗烘过程。织物就这样在经向和纬向都取得了光泽效果。
陶乃杰
1 技术术语“丝光”的含义
英人J.Mercer(约翰、默塞)自1843年开始最早从事以烧碱处理棉纤维的研究,在学术上取得巨大成就。Mercerisation即为纪念默塞的功绩,以其“姓”命名他所研究的工艺。Mercerisation如直译应为“默塞化”,如按工艺译应为“浓烧碱液处理纤维素纤维”。默塞处理纱线或织物的工艺都是在无张力条:件下进行的。织物经浓碱处理后,产品的长度或面积收缩过大,且在那时烧碱价贵,产品难以在市场上竞争,默塞的工艺竟因此被冷落达三十年之久。
在默塞去世后三年才诞生的英人H.Lowe(霍雷司、路威),他研究了用浓碱处理棉纱线的同时对棉纱线施加张力的工艺,并在张力下水洗去碱,使纱线维持原来的长度。路威发现,纱线除不再收缩变粗外,还可大大增加光泽。路威首创了在张力下以浓碱处理棉纤维的工艺。但和默塞同样未能找到投资者。直到1896年才有人用有张力工艺生产了高光泽丝光纱的商品。此时距默塞开始进行烧碱处理棉的研究已有50年了。到二十世纪,棉织物有张力的碱处理设备也逐渐发展而实现商品化生产。
路威的研究是在默塞的基础上进行的,而路威的有张力工艺是在默塞的所研究的进一步发展。国际上把路威的有张力工艺也包括在Mercerisation(默塞化)范围内。把路威的有张力工艺称为“Mercerising with tension”而把默塞的无张力工艺称为“Mercerisatingwithout tension”,以示区别。路威的有张力工艺有明显增加织物光泽的作用,在市场上取得较好的商业效果。有张力工艺就成为棉织物的重要常规加工工艺。针对此光泽特点我国将Mercerisation译为丝光,从商业效果看是很有水平的。但丝光一词又是对应于技术术语Mercerisation的译文,它已不再是商品专用语而是技术术语,其含义应广义地包括了各种以浓烧碱处理纤维素纤维的方式。所以不能理解为丝光仅能代表路威的有张力工艺或曲懈为无张力工艺就不能称之为丝光,而是应该和国际上相呼应,将丝光分为“有张力丝光”和“无张力丝光”。这样在国际上或国内交流时就容易取得一致理解。
2 以提高光泽为主的“常规紧式”布铗丝光
纤维素纤维经浓碱处理会发生剧烈溶胀,纤维横截面由扁瘪的腰子形转变为近似圆形的椭圆形。如果对纤维未加张力任其收缩的碱处理,即使横截面形态有所变化,也未见有明显增加光泽的现象。要使纤维明显增加光泽必需在纤维浸渍碱液后或者在洗碱过程中同时对纤维轴向施加张力以减少纤维表面的绉纹。光泽的增强程度将随张力的增大而增强。最大的光泽效果将发生于所甩张力足以使纤维在含碱液的情况下保持长度不收缩,或者收缩后再将其拉伸至原有长度。常规紧式丝光机设备就是根据上述机理设计的。织物经第一道浸轧碱液设备后,即进入近二十只绷布辊以延长碱液和纤维的作用时间,再进入第二道浸轧碱液设备。控制两道浸轧设备轧辊的线速对织物经向(纤维轴向)施加张力,使织物紧绷在绷布辊上,伸足长度使不产生收缩,纬向则未受张力而有所收缩。有两种原因造成织物纬向门幅收缩。一是由于纤维溶胀,另一是由于织物经纱伸“直”后减少了经纱的届曲波高,相应地增加了纬纱的屈曲波高而使织物门幅变狭(带有碱液的织物和绷布辊间的摩擦力是不足以阻止织物纬向收缩的)。当织物进入布铗后,织物在边冲洗边拉帽的过程中对织物纬向(纤维轴向)施加张力,使织物幅度拉伸至收缩前的宽度,当织物冲洗至所含碱液浓度不会使织物发生回缩时,脱开布铗进入最后的洗烘过程。织物就这样在经向和纬向都取得了光泽效果。
具有光泽效果的丝光布在纺织商品的历史上确曾主导一时,取得很好的市场效益。但必须注意到紧式丝光工艺存在着明显的不足处,因为织物在张紧状态下碱液难于透入纤维而仅及表面,在经纬交织点处尤甚,在张力下也会影响纤维的溶胀。再者织物在丝光过程中在张力下连续运行,受设备长度的限制,烧碱和纤维的作用时间只有45~50秒间,这远不能满足实际所需时间。因为织物不同于单纱,从理论上和实践中都证明织物碱处理的作用时间,即使在松堆下也必需保持在五分钟以上,纤维才能达到较好的溶胀效果。所以紧式工艺的碱处理,其溶胀效果是“既不透又不匀”,除了可增加织物的光泽效果外,其它重要功能,诸如:提高吸收染料的能力、提高染色的均匀度、提高成品门幅宽度、降低缩水率及节约用碱等,均不能充分发挥。上述诸功能都要在纤维得到充分溶胀的基础上才能达到应有的效果。所以以现有的常规紧式丝光工艺和设备,要在一次丝光加工过程中同时实现各种功能是有困难的。本文的主要目的就是要从理解各种功能的作用机理着手,掌握要求,采取措施,以求最大限度地在生产过程中同时实现丝光工艺各项功能应有的效果,达到提高产品产量、质量,又降低成本。
3 “松堆丝光工艺”的效果和机理
为了充分发挥丝光工艺的各种功能所应有的作用,我们从小样到生产大样,多年来不断地进行研究和试验,所得的结论是:采用织物“松堆丝光工艺”是一很有效的措施。所谓“松堆工艺”是指织物经过第一道浸轧碱液后,不经绷布辊而直接落布进入能容纳500~1000米织物的大容布器(J型箱或履带箱),织物在松式堆置状态下,碱液可良好地渗透进入纤维并保证纤维和碱的作用时间在5分钟以上,使纤维的溶胀“既透又匀”,效果显著。因此可实现丝光工艺所应具有的各项功能。具体表现在:
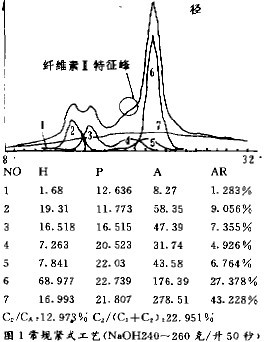
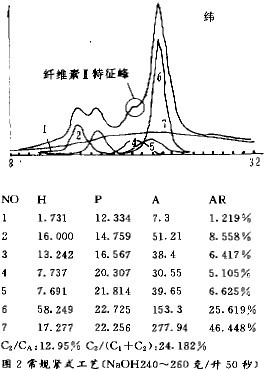
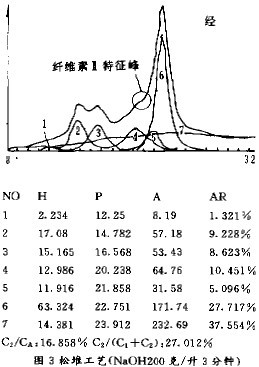
3.1 纤维素纤维藩胀程度高
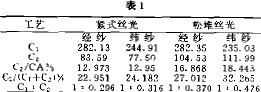
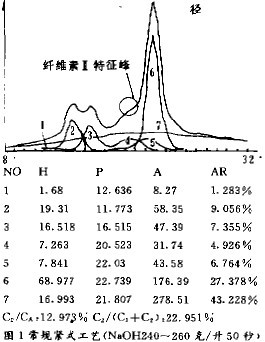
纤维素纤维在未经烧碱处理前主要是纤维素I型,在碱处理后纤维结晶,c轴和a轴的晶胞参数及β角发生了变化,部份纤维素I型转变为纤维素Ⅱ型。从I型转变为I型的多寡可显示出溶胀程度的高和低。纤维素I型和Ⅱ型的x射线衍射图谱各有其特征峰。通过微机对图谱进行分蜂处理可得到纤维素I和维纤素Ⅱ含量的数据,也可由此计算出纤维的结晶度。下列图1、图2是棉织物经“常规紧式丝光 ,经纱和纬纱的x射线衍射图经分峰处理后的图谱和数据。图3、图4是棉织物经。松堆丝光”经纱和纬纱分峰处理后的图谱和数据。图谱中的编号(1~7),其中2、3、6代表纤维素I三个晶峰的谱线,其中1、4、5代表纤维素Ⅱ三个晶峰的谱线,符号H代表峰高;P代表峰位;A代表积分强度;AR代表各个晶峰占总面积的比例。C1代表纤维素I三个晶峰的面积,C2代表纤维素Ⅱ三个晶峰的面积,纤维素I占总面积的比值可由C2/Ca 求得.纤维素I的面积占纤维素I和纤维素1两者面积之和的比值可由C2/(C1+C2)求得。也可求得纤维素I和纤维素1的比值(C1:C2),上述三项均为数值愈大,效果愈好。