
高含盐染色废水因其含盐量高、有机物含量高、毒性大使常规处理方法(微生物法等)难以达到理想的处理效果,故被称为难治理工业废水[1-4]。三维电极电解工艺是处理该类废水的主要方法之一,已有一些成功的应用。电解效率不高是影响三维应用的瓶颈问题,同时电解产生一定量的浮渣和沉淀,需要有后续工艺深度处理,如沉淀池、混凝、气浮、生物法、膜法等,才能达到印染废水排放标准[5-8]。炭膜是一种新型无机功能分离膜,具有良好的截留率和选择分离功能,除耐高温、耐腐蚀等特点,其导电性是炭膜的一个重要特征。另外,炭膜制备原料来源广、价格低,制作工艺简便易行,具有广阔的应用前景。目前,炭膜处理染色废水的研究也有一些报道[9-10]。试验利用炭膜炭结构赋予的导电性,将其作为三维电极反应器的阴极,同时可负压过滤出水,提出管式炭膜与三维电极耦合技术(简称膜电耦合技术)处理高含盐高COD 染色废水,实现电化学氧化和膜过滤分离的一体化,缩短工艺流程,提高反应器的处理效果。1 试验部分1.1 试验材料所用管式炭膜为实验室按自有专利技术(CN101147847A)制备[11],为无机微滤膜。内径5.7 mm,外径7.7 mm,孔径分布在0.2~0.5 μm,平均孔径为0.25 μm,膜通量为0.016 2 m3·m-2·h-1。阳极为钛基锡锑氧化物涂层电极。将锡锑溶液均匀涂在钛网上,烘干后在500 ℃下煅烧10 min,反复多次,最后烧结30 min [12]。废水为分散蓝2BLN 溶液,为模拟工业废水中含盐量同时增加导电性,加入质量浓度4 g·L-1 的硫酸钠。模拟废水COD 为4 514 mg·L-1,色度6 000 倍,pH 为8.0,电导率为656 μS·cm-1。1.2 试验装置与流程试验装置如图1 所示,膜电耦合反应器是在圆柱型三维电极反应器的基础上,将中间石墨棒换成管式炭膜,外接电源阴极同时与蠕动泵用胶管相连负压过滤出水。圆环状阳极紧贴反应器内壁,阴极置于反应器轴心处,底部设进水口及曝气头,顶部侧壁设出水口。取废水500 mL,由蠕动泵控制流量从底部打入反应器,开启曝气装置,由直流电源施加稳定电流,管式炭膜连接蠕动泵,顶部侧管溢流回原液灌循环电解。每隔1 h 取样根据重铬酸盐法(GB11914-89)测其COD,同时对不同时间段水样进行紫外- 可见光扫描,考察废水脱色和降解情况。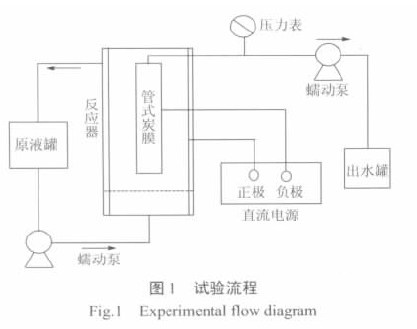 2 结果与讨论2.1 膜电耦合技术与三维电极处理效果比较为考察膜电耦合技术对高含盐高COD 染色废水的处理效果,分别采用管式炭膜和碳棒作为阴极进行膜电耦合处理和三维电极处理,然后分别测定出水COD 进行比较,结果如图2 所示。电极间距 1.0 cm,电流密度10 mA·cm-2,石墨玻璃珠混合物为填充粒子。
2 结果与讨论2.1 膜电耦合技术与三维电极处理效果比较为考察膜电耦合技术对高含盐高COD 染色废水的处理效果,分别采用管式炭膜和碳棒作为阴极进行膜电耦合处理和三维电极处理,然后分别测定出水COD 进行比较,结果如图2 所示。电极间距 1.0 cm,电流密度10 mA·cm-2,石墨玻璃珠混合物为填充粒子。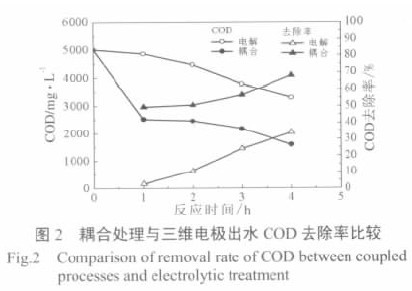 由图2 可知,随着反应时间的增加2 种处理工艺都使得COD 下降,COD 去除率持续升高。明显看出,膜电耦合处理效果要优于三维电极处理。4 h 时膜电耦合技术COD 下降3 397.8 mg·L-1,比三维电极处理提高了1 708.4 mg·L-1,COD 去除率比三维电极提高了34.2%。这主要是因为:在电解过程中利用炭膜将可以透过膜孔的小分子物质及时从体系中分离出来,使电解主要作用在截留下来的大分子物质上,使电解效率提高,从而提高了反应器的处理效果。
由图2 可知,随着反应时间的增加2 种处理工艺都使得COD 下降,COD 去除率持续升高。明显看出,膜电耦合处理效果要优于三维电极处理。4 h 时膜电耦合技术COD 下降3 397.8 mg·L-1,比三维电极处理提高了1 708.4 mg·L-1,COD 去除率比三维电极提高了34.2%。这主要是因为:在电解过程中利用炭膜将可以透过膜孔的小分子物质及时从体系中分离出来,使电解主要作用在截留下来的大分子物质上,使电解效率提高,从而提高了反应器的处理效果。
膜电耦合技术与三维电极处理不同时刻出水的紫外-可见光扫描如图3 所示。分散蓝2BLN 在可见光波段585 nm 有特征吸收峰。反应条件:电极间距1.0 cm,电流密度30 mA·cm-2,石墨玻璃珠混合物为填充粒子。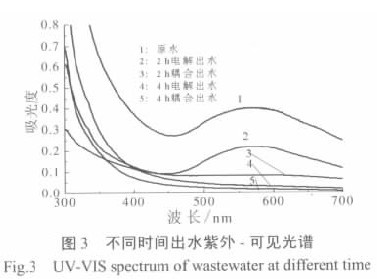 由图3 可知,三维电极法出水吸收峰在2 h 时明显增大,到4 h 时波峰下降并趋于平缓;膜电耦合处理出水的吸收峰随时间增加逐渐减小,并且均小于相同时刻三维电极出水的吸收峰。试验中观察到耦合处理2 h 出水颜色由原来的蓝紫色变成淡黄色,而直接电解出水在4 h 左右才出现颜色变化,说明膜电耦合技术可以在短时间内将废水中有机物降解,达到很好的脱色效果,其处理效果优于三维电极直接电解。试验中测定4 h 膜电耦合技术处理出水色度,色度均在100 倍以下。2.2 反应器参数对耦合技术处理效果的影响2.2.1 填充粒子对耦合处理效果的影响试验分别采用活性炭、石油焦、石墨、石墨玻璃珠混合物作为填充粒子,颗粒大小均在5~6 mm,通过比较处理效果选取合适的填充粒子。电极间距为 1.5 cm,电流密度为10 mA·cm-2,反应时间4 h,结果如表1 所示。
由图3 可知,三维电极法出水吸收峰在2 h 时明显增大,到4 h 时波峰下降并趋于平缓;膜电耦合处理出水的吸收峰随时间增加逐渐减小,并且均小于相同时刻三维电极出水的吸收峰。试验中观察到耦合处理2 h 出水颜色由原来的蓝紫色变成淡黄色,而直接电解出水在4 h 左右才出现颜色变化,说明膜电耦合技术可以在短时间内将废水中有机物降解,达到很好的脱色效果,其处理效果优于三维电极直接电解。试验中测定4 h 膜电耦合技术处理出水色度,色度均在100 倍以下。2.2 反应器参数对耦合技术处理效果的影响2.2.1 填充粒子对耦合处理效果的影响试验分别采用活性炭、石油焦、石墨、石墨玻璃珠混合物作为填充粒子,颗粒大小均在5~6 mm,通过比较处理效果选取合适的填充粒子。电极间距为 1.5 cm,电流密度为10 mA·cm-2,反应时间4 h,结果如表1 所示。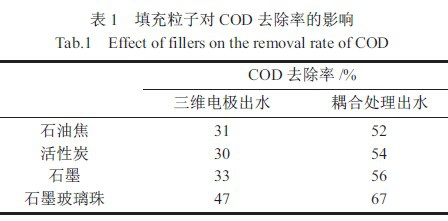 从表1 中可以看出,在相同的条件下,添加不同类型填充粒子对模拟染色废水的处理效果有很大的差异,其中以石墨玻璃珠混合物的处理效果最好,耦合处理出水COD 去除率可以达到67%。选用石墨玻璃珠混合物作为填充粒子时的处理效果比其他粒子的处理效果要高,主要原因是这些粒子都具有导电性,接触易形成短路电流,而在石墨中添加玻璃珠可以将石墨颗粒分隔开,在一定程度上减少了短路电流,进而提高了电流效率。2.2.2 反应时间对耦合处理效果的影响在2 种条件下考察了反应时间对耦合处理效果的影响。反应条件1:电极间距1.0 cm,电流密度10 mA·cm-2,石墨玻璃珠为填充粒子;反应条件2:电极间距1.0 cm,电流密度15 mA·cm-2,石墨为填充粒子,结果如图4所示。
从表1 中可以看出,在相同的条件下,添加不同类型填充粒子对模拟染色废水的处理效果有很大的差异,其中以石墨玻璃珠混合物的处理效果最好,耦合处理出水COD 去除率可以达到67%。选用石墨玻璃珠混合物作为填充粒子时的处理效果比其他粒子的处理效果要高,主要原因是这些粒子都具有导电性,接触易形成短路电流,而在石墨中添加玻璃珠可以将石墨颗粒分隔开,在一定程度上减少了短路电流,进而提高了电流效率。2.2.2 反应时间对耦合处理效果的影响在2 种条件下考察了反应时间对耦合处理效果的影响。反应条件1:电极间距1.0 cm,电流密度10 mA·cm-2,石墨玻璃珠为填充粒子;反应条件2:电极间距1.0 cm,电流密度15 mA·cm-2,石墨为填充粒子,结果如图4所示。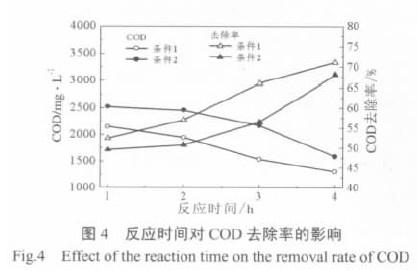 由图4 可知,随着反应时间的增加,水中有机物含量逐渐减少,COD 去除率逐渐增加。条件1 时4 h 出水COD 降到1 303 mg·L-1,COD 去除率可以达到 71%;条件2 时4 h 出水COD 降到1 589 mg·L-1, COD 去除率可以达到68%。2 种条件下4 h 时出水 COD 较1 h 时分别下降844.2、930.2 mg·L-1,COD 去除率提高了18.7%、18.6%。考虑到电流效率和能耗问题,选取4 h 为反应时间。2.2.3 电极间距对耦合处理效果的影响电极间距对耦合处理效果的影响如图5 所示。由图5 可知,在电流密度为10、20、30 mA·cm-2 时,间距为1.0 cm 的COD 去除率比0.5、1.5 cm 要高。这是由于在0.5 cm 时,电极间距过小,使得短路电流增多,降低了电解效率;而1.5 cm 时,电极间距的增大使得电压梯度降低,填充粒子上发生电解反应的推动力降低,影响处理效果。在电流密度为40 mA·cm-2 时,COD 去除率随着间距的增加而增大,但在稳流情况下需要输入较高的电压,使得电耗增加,因此在实际应用中需要选择合适间距,间距过小,处理效果较低,间距过大,能耗增加。2.2.4电流密度对耦合处理效果的影响在不同条件下考察了电流密度对耦合处理效果的影响。反应条件1 :电极间距1.0cm,反应条件4h,石墨为填充粒子;反应条件2:电极间距1.0cm,反应时间4h,石墨玻璃珠混合物为填充粒子,结果如图6所示。
由图4 可知,随着反应时间的增加,水中有机物含量逐渐减少,COD 去除率逐渐增加。条件1 时4 h 出水COD 降到1 303 mg·L-1,COD 去除率可以达到 71%;条件2 时4 h 出水COD 降到1 589 mg·L-1, COD 去除率可以达到68%。2 种条件下4 h 时出水 COD 较1 h 时分别下降844.2、930.2 mg·L-1,COD 去除率提高了18.7%、18.6%。考虑到电流效率和能耗问题,选取4 h 为反应时间。2.2.3 电极间距对耦合处理效果的影响电极间距对耦合处理效果的影响如图5 所示。由图5 可知,在电流密度为10、20、30 mA·cm-2 时,间距为1.0 cm 的COD 去除率比0.5、1.5 cm 要高。这是由于在0.5 cm 时,电极间距过小,使得短路电流增多,降低了电解效率;而1.5 cm 时,电极间距的增大使得电压梯度降低,填充粒子上发生电解反应的推动力降低,影响处理效果。在电流密度为40 mA·cm-2 时,COD 去除率随着间距的增加而增大,但在稳流情况下需要输入较高的电压,使得电耗增加,因此在实际应用中需要选择合适间距,间距过小,处理效果较低,间距过大,能耗增加。2.2.4电流密度对耦合处理效果的影响在不同条件下考察了电流密度对耦合处理效果的影响。反应条件1 :电极间距1.0cm,反应条件4h,石墨为填充粒子;反应条件2:电极间距1.0cm,反应时间4h,石墨玻璃珠混合物为填充粒子,结果如图6所示。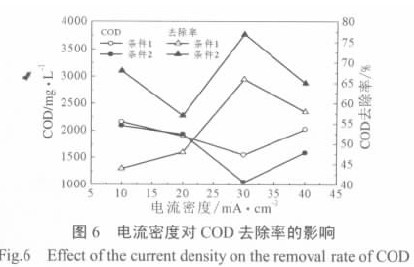 由图6 可知,COD 去除率与电流密度有很密切关系。在2 种反应条件下电流密度为30 mA·cm-2 时, COD 去除率达到最高,分别为65%、77%。在此之前 COD 去除率随电流密度增加而逐步增加,但电流密度再增加COD 去除率有些下降。原因如下:在其他条件不变时,增加电流必须以增加槽电压实现,电流密度越大,槽电压也就越大,粒子电极被复极化的强度和数量随之增加,提高处理效果,而在高电流密度下,电能转化为废水内能,使电流效率降低。试验过程中发现在高电流下废水升温加快可以证明这一点。结果表明,在合适的试验条件下,膜电耦合技术可以对模拟染色废水达到良好的处理效果。综合以上分析并考虑电流效率、能耗,选取电极间距1.0 cm,电流密度30 mA·cm-2,填充颗粒为石墨玻璃珠混合物,反应时间4 h 为耦合处理最佳试验条件。3 结论炭膜与三维电极耦合技术是一项新型的高含盐高COD 染色废水处理技术。炭膜在处理过程中可以起到良好的导电性和膜过滤作用,其性能稳定可连续使用,可使模拟废水处理效率提高34.2%左右。电极间距、电流密度对其耦合处理效果影响较大,电极间距影响着反应器内电流分布和电场梯度。电流密度需要根据实际选择,并非越大越好,在超过一定值后处理效果不再增加,甚至会出现降低趋势。最佳试验条件:电极间距1.0 cm,电流密度30mA·cm-2,石墨玻璃珠混合物为填充粒子,反应4 h, COD从4514 mg·L-1 下降到1050 mg·L-1,COD 去除率达到77%,色度在100 倍以下。出水COD 达到污水综合排放标准(GB 8978-1996)中规定染料废水排放三级标准,色度可以达到二级标准。
由图6 可知,COD 去除率与电流密度有很密切关系。在2 种反应条件下电流密度为30 mA·cm-2 时, COD 去除率达到最高,分别为65%、77%。在此之前 COD 去除率随电流密度增加而逐步增加,但电流密度再增加COD 去除率有些下降。原因如下:在其他条件不变时,增加电流必须以增加槽电压实现,电流密度越大,槽电压也就越大,粒子电极被复极化的强度和数量随之增加,提高处理效果,而在高电流密度下,电能转化为废水内能,使电流效率降低。试验过程中发现在高电流下废水升温加快可以证明这一点。结果表明,在合适的试验条件下,膜电耦合技术可以对模拟染色废水达到良好的处理效果。综合以上分析并考虑电流效率、能耗,选取电极间距1.0 cm,电流密度30 mA·cm-2,填充颗粒为石墨玻璃珠混合物,反应时间4 h 为耦合处理最佳试验条件。3 结论炭膜与三维电极耦合技术是一项新型的高含盐高COD 染色废水处理技术。炭膜在处理过程中可以起到良好的导电性和膜过滤作用,其性能稳定可连续使用,可使模拟废水处理效率提高34.2%左右。电极间距、电流密度对其耦合处理效果影响较大,电极间距影响着反应器内电流分布和电场梯度。电流密度需要根据实际选择,并非越大越好,在超过一定值后处理效果不再增加,甚至会出现降低趋势。最佳试验条件:电极间距1.0 cm,电流密度30mA·cm-2,石墨玻璃珠混合物为填充粒子,反应4 h, COD从4514 mg·L-1 下降到1050 mg·L-1,COD 去除率达到77%,色度在100 倍以下。出水COD 达到污水综合排放标准(GB 8978-1996)中规定染料废水排放三级标准,色度可以达到二级标准。






