前言:新型纺纱有转杯纺纱机、立达J20喷气纺纱机及日本涡流纺纱机等,其中转杯纺纱机的技术发展的最为成熟完善,转杯纱的产量很大几乎在市场上与环锭纱的容量持平,条干好、纱疵少,是新型纺纱系统中发展最早最快最多的体系。立达J20喷气纺纱机是立达公司在2011年在巴塞罗纳ITMA展出的最新式的喷气式纺纱机受到展会的高度评价,日本在展会上展出的MVS871涡流纺纱机是在VORTEX861基础上改进的,有不少优点。
关键词 气流纺纱 喷气纺纱 涡流纺纱 条干 纱疵 纺纱支数 产量 质量 制成率
Keywords rotor spinning Air jet spinning yarn unevenness yarn defects spinning count rate of production quality is made
第三单元、MVS涡流纺纱技术的发展
日本村田公司在1995年法国国际纺织机械展览会上展出了MVS851涡流纺纱机,可以生产纯棉纱。最近又在MVS851基础上开发了MVS861涡流纺纱机,纺纱速度从400米/分提高到450米/分,性能上又作了许多改进,MVS870涡流纺纱机是在2011巴塞纳ITMA展出的新的第三代涡流纺纱机车速在459-500米/分,接头技术有了改进。涡流纺纱机可与PC21自动络纱机相联接,形成自动生产线。MJS喷气纺纱体系对纤维长度的适应性都比环锭纱及转杯纱差,只能加工生产纯涤纶等等长度的化纤纱或者生产涤棉等混纺纱。不能够生产纯棉纱。因此,喷气纺纱系统还具有一定的不足。为此,村田公司在1995年巴黎国际纺织机械展览会上展出了MVS851涡流纺纱机,一般可以生产18-45英支的纯棉纱,纱线结构与环锭纱相接近,属于真捻纱。纺纱速度高,加工纯棉纱时引出速度可达400米/分,比环锭钞高20倍,比转杯纱高3倍。涡流纺纱可以做到无结头,毛羽飞花少,单纱强力高,基本上与同支环锭纱接近,比同支转杯纱的强力还要高一些。
MVS861在MVS851的基础上经过多次改进及创新,取得进一步的发展。具有许多重要技术特征及纺纱优点,MVS870更有新的发展。
MVS涡流纺纱机是在喷气纺的基础上发展起来的,MVS与MJS的区别是MVS应用单一喷嘴技术,两种体系生产的纱线结构完全不同,MVS纱属于真拈结构。MJS纱属于包缠纺纱结构,因此,MVS纺纱技术是一个新的突破。涡流纺纱机主要在美国应用。一般生产针织、机织纱。
一、MVS纺纱结构及特征:
1、MVS涡流纺纱机是由棉条喂入并经过四罗拉(或者五罗拉)牵伸机构牵伸后达到需要的纱线支数的须条.从前罗拉引出纤维被吸入到喷嘴并集聚在一个钉状突出物上,钉状突出物伸入到空心锭子的上口,在集聚时,纤维被针状物牵引进入空心锭子中,在集聚点纤维尾部沿喷嘴内侧在高速回转涡流的作用下升起,使纤维分离并沿着锭子旋转,当纤维被牵引到锭子内时,纤维沿着锭子的回转而获得一定捻度。纤维束沿着锭子包缠的角度及回转角度都是可以控制的,实现了高速度纺纱并获得真捻。、
2、整个纺纱过程受到电子清纱系统的监控,当发现纱疵时即被自动去除,并立即应用自动接头装置,将纱接起来.这种装置叫做“自动接头器”因此,整个纺纱过程是全自动连续式的。此外,从每个锭子纺出来的纱也受到自动接头器的监控,使纺纱质量受到逐锭监控,发现有问题的锭子,可以单锭自动停止纺纱。
3、由于涡流纺纱速度高:旋转的涡流对纱的加捻要比机械式加捻效率高的多MVS851纺纱机的引出速度为400米/分,MVS861的引出速度达到450/分,MVS870的引出速度达到450米分-500米/分高速回转的涡流只作用在纤维上,与前罗拉引出纤维的功能一起形成对纤维的加捻作用。因此高速回转的涡流除了完成加捻任务外,并不影响纱线支数的高低。由于MVS纺纱体系的基础“Vortex”气流对纤维的加工,纤维受到具有声速的喷气涡流及卷取罗拉作用而形成真捻,这种特殊的加捻作用是其它纺纱机械不能取代的,高的纱线回转速度下的成纱结构比环锭纱线结构较紧密,因而结构稳定,使印染加工后的最终纺织品具有许多优点。
⑴、涡流纺纱技术纺纱适应性广,可以加工不同纤维长度的短纤混纺纱,生产的纱质量比较高。
⑵、纱线的结头方法:
纺纱过程中纤维从牵伸装置进入喷嘴内部,接头动作自动即完成,这种方法与筒子纱接头一样也叫空气捻接接头法。
3、MVS861在MVS851的基础上有了许多改进:MVS870又在MVS861的础上有了许多改进。
⑴、新型号MVS861生产的短纤纱的筒子卷绕角度为5.57,往复导纱动程为127毫米及146毫米,卷绕的筒子纱角度可根据需要进行调节。不论筒子纱卷绕角度如何改变,其卷绕速度不降低,像转杯纺的卷绕角度为402,卷绕速度已达到极限
⑵、MVS861涡流纺纱机卷绕线速度已达到电450米/分,因此可与村田公司生产的Pc21自动络纱机相联接,从而更加提高了纺纱能力,。于村田公司多年的研究,纱机构作了许多改进,涡流纺纱机的速度可能还会提高。
⑶、MVS861涡流纺纱机在降低能耗上也有改进,每80锭一台的涡流纺纱机总容量为25.5千瓦,折合每锭能耗0.319KW与MVS851相比,可节能25%,压缩空气消耗用量为58NL(每分钟、每个喷嘴),空气压力为0.5Mpa,比原来节约压缩空气消耗量27%。
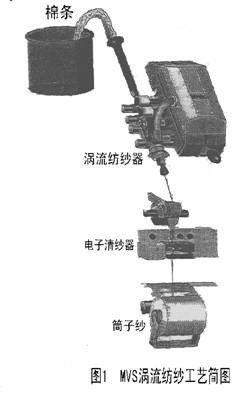
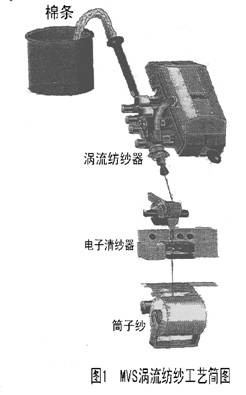
图16、MVS涡流纺纱机
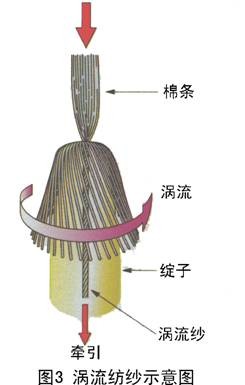
图17、MVS涡流纺纱机纺纱示意图
⑷、新装备的VOS可视化智能主控电脑系统,具有对纺纱工艺参数,纺纱质量管理,生产管理及机器维护保养管理的功能.可使机器操作方便,提高纺纱质量及对运转特性的控制,纱疵很少,如很少的细节均可在生产过程中被连续检测出,对每个锭子的纺纱疵点进行控制及统计记录.不会遗漏。
⑸、应用VOS系统对疵点检测及统计功能操作简便,并增加了纺纱机的产量。高效生产的优点不仅对纺纱机本身,而且对下游工序的生产效率也有显著的改进,例如在高速织机及针织机上,纱线退绕速度以及下游工序纺织品加工及服装制作等工序可减少毛羽及飞花的形成。
MVS涡流纺纱机纺纱质量非常好,尤其在纺纱过程中,由于纤维受到圆周运动喷射气流的作用及不受机器直接加捻作用而形成的捻度。
4、MVS涡流纺纱技术的优点,概括起来有以下几个方面;
⑴、纱线毛羽非常少,比环锭细纱及紧密环锭纱的毛羽减少12-15%。
⑵ 、具有非常好的抗起球性能。
⑶、具有很好的吸湿及快速去湿性能。
⑷、增加了下游工序如织造工序的产量,纺纱速度比普通环锭纺增加14倍。此外,纱线强力比环锭纱低,织物手感粗硬。但MVS纱的手感比MTS喷气纱的手感要柔软一些。
⑸、村田公司生产MVS861涡流纺纱机引出速度可达到450米/分,比环锭纱生产量指数高1.5倍。
⑹、假如优化织物设计,充分发挥MVS纱的优点,可使织物在纱线低强力及低伸率的条件下充分满足织物的手感改善、扩大织物终端应用范围。
5、MVS涡流纺纱机对纤维的长度的适应性及纺纱支数范围:
由于涡流纺纱特性的决定,对于纤维种类及纤维长度都分别有一定的要求,据国外生产涡流纱企业报道的资料表明,生产涡流纱要用长绒棉,而且纺纱技术适于在18英支至45英支范围内。MVS861涡流纺纱机的纺纱支数及适纺纤维长度比MVS851有了一定的改进。
⑴ 、生产纯棉纱时,32毫米长的棉纤维最高可以纺45支。38毫米长的棉纤维最高可纺到60英支以下;
⑵、生产涤棉混纺纱时涤纶纤维长度32毫米,细度1.2dtex,棉纤维长度1英寸,可纺40英支以下;
生产涤棉混纺纱时涤纶纤维长度38毫米,细度1dtex,棉纤维长度为1.2英寸,可纺50英支以下;
⑶、生产纯涤纶、粘胶或Lyocell可纺至60英支以下。
据国外报道在实际生产中生产18英支到45英支纱时,应用细绒棉生产比较稳定。质量较好。
⑷、产品质量:涡流纺纱线质量特性中,除了纱线强力及伸长率比环锭纱低以外,其它毛羽,起球率等项质量指标匀比环锭纱好,甚至有些指标还要比紧密纱好。但生产纯棉纱质量远不如化纤纱。见表1
从表中可以看出MVS涡流纱毛羽很少,但强力比环锭纱低。由于涡流纱毛羽少、纱疵少,在喷气织机上用涡流纱织布的停台率却比环锭纱织布的停台率低。美国许多纺织企业已广为应用涡流纱做经纬纱在喷气织机上织布。
但如果生产纯棉涡流纱时,产品质量由于棉纤维整齐度差使涡流纱在高速纺纱时纱线强力因纺纱速度的提高而显著的降低,条干变差,毛羽增加,从而增加了织机的停台。这是涡流纺生产纯棉纱今后要进一步研究解绝的问题,(见表1)
表2、涡流纱与普通环锭纱性质比较
| 纱线性质 | 涡流纱 | 普通环锭纱 | 紧密纺环锭纱 |
| 3毫米以上毛羽 | 6 | 100 | 52 |
| 5毫米以上毛羽 | 14 | 100 | 43 |
| 最高强力 | 80 | 100 | 104 |
| 最低强力 | 76 | 100 | -- |
| 伸长率 | 82 | 100 | 104 |
| 起球率 | 4 | 1-2 | 2--3 |
| 生产率指数 | 1430 | 100 | 104 |
6、废纤率:
涡流纺纱存在另一个问题是纺纱时废纤率高,据国外报道:一般生产纯棉纱时废纤率要在5%-8%。如图18所示,图中D距离设置恰当时废纤率较低,日本村田公司建议D的距离要少小于纤维的平均长度,可使废纤率相应减少。总之,在涡流纺织技术废纤率较高,制成率较低,也是今后要继续研究的问题。(图中D为前罗拉握持点到锭尖的距离)
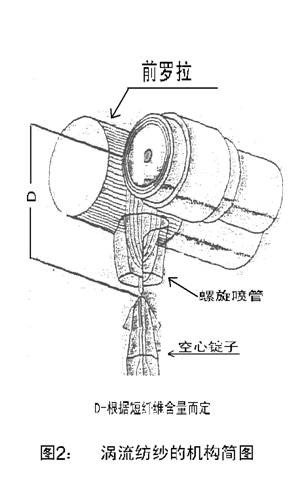
图18、涡流纺纱机构简图
涡流纺纱技术从1995年MVS851问世以来,经过不断的改进已发展到MVS861型,纺纱速度由400米/分到450米/分,纺纱适应性也有了改进,不仅可以和MVS一样生产纤维整度差的纯棉纱,而且纺纱质量也有了显著的提高,目前MVS涡流纺纱机已销售了近500多台,遍及15个国家,包括美国、澳大利亚、土耳其、中国、巴西、意大利和印度尼西亚。据澳大利亚一纺织企业报道他们应用涡流纺纱机生产的纯棉纱纺纱范围在18到45英支,而且要应用长绒棉(长度为35毫米-38毫米以上的纤维)生产才能稳定,此外废纤率也比较高,因此尽管涡流纺纱据具有速度高、质量好、工艺流程短等优点,仍然需要不断的研究与改进存在的问题。涡流纺纱技术将在不断的改进中得到发展。
MVS851和MVS861如上所述具有许多优点,使产品质量很高。纺纱速度也很高。但MVS对棉纤维长度的适应性却比环锭纺及转杯纺差,由于它是包缠纺系列,因此要求棉纤维长度要长(长绒棉);MVS系列的涡流纺纱机适纺支数在18英支-40英支之间,纺纱支数的适应性还应该加以改进,此外MVS系列涡流纺纱机的废纤率比较高。所有这些都是涡流纺纱技术继续努力改进的。






