
1前言
我国是一个毛纺生产大国,再生毛资源十分丰富。据不完全统计,全国每年可用于回收生产的再生毛至少可达数万吨。随着纺织企业的深化改革,挖潜增效,再生毛资源的利用已受到越来越广泛的重视。目前可利用的再生毛大致可分为两大类:一类为硬质废料如回丝、试验纱、布边纬纱、布机机头机尾坯布、服装厂及羊毛衫厂边角料等,此类废料特点是纤维处于捻度或织物组织控制中,不能直接利用,须经特殊设备加工后才能作为再生纤维使用;另一类为软质废料如各类落毛、回条、断条、粗纱头等,此类废料纤维无捻度,无须专门设备加工即可直接使用,故应用较广。再生毛产品种类十分丰富,有粗纺呢绒、家具布、装饰用品、各类毡垫等,且成本仅为同类新原料的1/5左右,而价格仅为其1/2左右,因此大力发展再生毛产品具有相当可观的利润和发展前途。
与新羊毛相比,再生毛纤维的物理机械性能有很大差异:①再生毛纤维平均长度短,长、细度离散大,强力低;②再生毛纤维成分复杂,除羊毛外还混有棉、麻、丝及各类化纤等;③再生毛纤维颜色混杂且相互纠缠不易分开。由于再生毛纤维的这些特殊性,因此在加工再生毛产品时,从纺、织、染、整各方面都应采取相应的措施才能生产出合格的产品。本文着重讨论再生毛织物整理重点工序工艺参数的优化选择,并对再生毛整理工艺特点作了探讨。再生毛产品多为粗纺产品,合理的整理工艺可使成品质地丰满、柔软而富有弹性、色泽均匀,否则会造成织物身骨板结、光泽差、露底、落毛多、手感粗糙。
2整理工艺及试验方案设计
2.1试验材料
精梳短毛/新短毛/3D涤短纤混纺比:50/20/30,纹面粗花呢织物,平纹,经纬纱支Nm10,呢坯经纬密分别为98根/10cm、93根/10cm,坯重416g/m,幅宽163cm。
2.2整理工艺及试验因子选择
本次试验以纹面粗花呢为代表探讨再生毛产品整理工艺的优化,其成品要求纹面匀净、花纹清晰、身骨挺而有弹性。纹面粗花呢整理工艺流程为:生坯修补→洗呢→脱水→烘呢→中间检查→熟坯修补→剪毛→蒸呢。其中洗呢是对成品质量影响最大的关键工序。合理的洗呢工艺能改善织物手感,提高织物使用性能,充分发挥羊毛的弹性、光泽特性。达到手感丰满柔软、身骨硬挺的效果。根据纹面粗花呢的特点及试验条件,重点对洗呢工序的工艺进行优化设计,试验因子选择为洗呢温度、时间、洗剂浓度。工艺条件为:
洗呢:皂洗温度℃、时间min、净洗剂LS浓度%分别为试验因子X1、X2、X3;
冲洗:40℃、35℃、30℃、25℃各10min;
剪毛:正面1次;
蒸呢:汽蒸10min,抽冷10min。
2.3测试指标
为了控制成品质量,根据再生毛特点我们确定了单重损耗及蓬松度和压缩弹性作为衡量整理效果的测试指标。
单重损耗G=(G1-G2)/G1×100%,其中G1为洗呢前织物干重,G2为洗呢后织物干重,单位g/m2。由于再生毛中短纤维含量高,洗呢工艺掌握不当会造成大量短毛成为落毛,产生露底现象,通过对单重损耗的控制可间接地反映落毛多少以掌握洗呢程度。
蓬松度Q(cm3/g)=H/Gk×1000,其中H为织物厚度(mm),GK为公定回潮率下织物单重(g/m2);压缩弹性Re(%)=(Tfx-Tmx)/(Tox-Tmx)×100%,其中Tox、Tmx分别为织物受轻、重压时的厚度(mm),Tfx为织物受轻、重压后又受轻压时的厚度。这两个为手感指标,用来衡量洗呢后织物是否丰满而富有弹性,还是板结发硬、手感粗糙。
2.4试验方案安排及测试结果
本次试验采用了二次通用旋转设计,相比较于一般的正交试验,该方法具有在保证试验效果的前提下,试验次数少,计算方法简便,预测性好。并且可结合多目标函数法和随机搜索法求得最佳工艺参数。
表1、表2分别为试验因子水平编码表和试验方案安排表及测试结果,其中X1、X2、X3分别为洗呢温度(℃)、时间(min)、浓度(%)。
表1试验因子水平编码表
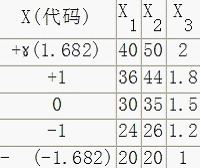
表2试验方案安排表及测试结果

3数据处理及分析
3.1测试指标与试验因子的回归方程
根据试验安排共20个方案,测得试验结果如表2所示。利用二次通用旋转设计原理计算得3个测试指标与试验因子X1、X2、X3的回归方程为:Yi=a0+a1X1+a2X2+a3X3+a12X1X2+a13X1X3+a23X2X3+a11X12+a22X22+a33X32,其中i=1,2,3,分别为单重损耗、蓬松度、压缩弹性。3个测试指标回归方程的系数如表3所示。
用F检验对以上3个回归方程进行显著性检验,在显著性水平α=0.05时,3个回归方程均显著。说明洗呢工艺中的温度、时间、浓度对成品质量确有明显影响。
表3回归方程的系数

3.2求最佳工艺参数
下面求一组最佳工艺参数X1、X2、X3,使得在这组参数下各测试指标都能分别趋向于其最佳值,为此必须构造一个统一目标函数F(X)=Σ[(Yi(x)-fi)/fi]2,其中i=1,2,3。Y1、Y2、Y3分别为单重损耗、蓬松度、压缩弹性的回归方程,f1、f2、Y3分别为3个测试指标对应的理想最优值,分别取3%、4.5cm3/g、85%。函数F(X)的约束条件为:-1.682≤Xi≤1.682,i=1,2,3。最后用随机搜索法经计算机编程计算求得一组参数X1、X2、X3即为函数F(X)的最优解,即这组参数能使各分目标函数各自趋向于其理论最优解。本试验求得的最优解为:温度28℃、时间38min、浓度1.3%。
用此最佳工艺参数处理一组试样并测试得:平均单重损耗3.3%,压缩弹性82.8%,蓬松度4.36%。说明经优化工艺参数处理的试样实测结果与理论最优值基本相符,优化结果是正确的。
3.3其它整理工序注意点
除以上讨论的洗呢工序外,缩呢、剪毛、蒸呢等工序的工艺对再生毛产品质量也有较大影响。
由于本例采用的是不缩呢工艺,如对其它需缩呢的再生毛产品,缩呢时采用干坯缩呢可使缩呢效率提高,落毛也比较少,缩呢时间不宜过长,否则呢面会越缩越差,落毛剧增。由于再生毛纤维长度偏短,缩呢后呢面底绒情况较好,剪毛时毛脚偏短掌握,否则在穿着、洗涤过程中呢面毛绒易受外力作用而使纱头脱落引起呢面露底。蒸呢时进布张力不能过大,蒸呢时间可略微偏长以保证成品缩水率,但蒸呢时间过长会造成织物手感粗硬、呢面粗糙。另外抽冷时间较长,织物冷却充分,定形效果好。拉幅烘干时拉幅程度不能过大,以保证成品缩水率控制在标准范围内。
再生毛产品的整理工艺既要保证成品的风格、品质要求,同时又要兼顾再生毛纤维的原料特点,再生毛纤维弹性恢复能力比正常纤维差,坯布在各工序中所受张力较大且不易恢复,所以整理过程中也应注意协调好各工序张力等因素。
4结论
(1)再生毛纤维平均长度短,长、细度离散大,强力低,成分复杂,色差大,在整理时对其关键工序如洗呢、缩呢、剪毛、蒸呢、拉烘等应采取相应的措施以保证良好的成品质量。
(2)本文对洗呢工序的工艺参数进行了优化设计,结果是在较长的洗呢时间、较低的温度、浓度工艺条件下,成品质量较好。
(3)由于再生毛纤维的特殊性,对除洗呢以外的其它关键工序如缩呢等也应进行工艺上的优化,其方法可参照洗呢工序。
(4)再生毛产品是一个具有广阔前途的品种,应加强对再生毛产品生产工艺特别是整理工艺的研究,粗粮细作,使再生毛产品品种更加丰富,具有更高的附加值。






