
孙凌凌,俞从正,马兴元
染色废水是制革废水色度高的直接原因,废水 中含有染料,难以降解,为了减轻综合废水处理压 力,在将皮革染色废水排入综合废水处理体系前最 好对其进行单独预处理。同时,相当一部分制革厂 是从蓝湿革,即铬鞣后开始加工的,在鞣后加工中, 染色废水是重点废水,因而针对该段废水进行专门 研究更显重要。与皮革行业相比,印染废水处理的 研究要更具针对性、更深入,借鉴印染废水的处理 方法,将其应用于皮革染色废水的处理中,是一个 较好的选择,本文对其可行性及其前景进行了探讨
1 皮革染色废水及其治理现状
1·1 皮革染色废水
染色废水虽只占总废水量的5% ~6%,但它成 分复杂,含有毒性物质,色度也达1000~3000,因此 治理难度很大。成分复杂是因为染色中加入了种 类繁多的化学品,该工段所用化学品占整个皮革化 学品的4%,包括染料及其助剂(润湿剂、漂白剂及 固色剂等)、表面活性剂和有机氯化物等,这些化学 品有相当部分不能被皮革所吸收,排入了废水中。 皮革用染料主要分为两类:阴离子染料和阳离子染 料,其中阴离子染料应用最为广泛,因为市场上大 约98%的皮革用染料都是通过染料中的磺酸基和 胶原中的氨基间的离子间作用力结合,它可再分为 酸性染料、直接染料、酸性媒介染料和可溶性硫磺 染料等。从染料多样性及使用情况来看,偶氮染料 在合成染料中占最大比重,但部分偶氮染料的偶氮 双键断裂会生成致癌芳香胺,这就增加了染色废水 的毒性。染色废水色度高是因为皮革对染料的吸 收最多只有90%,而水中即使只含有10 mg/kg的 染料,也足以使水具有肉眼可以分辨的颜色。国际 环境联盟和国际皮革化学家和工艺师联合会2006 年发布的调查表结果显示:在工艺运行良好的条件 下,每生产1 t猪皮,染色工段会产生5~10 t水, 10 ~25 kgCOD, 3~9 kg BOD5, 8~15 kg SS, 1~2 kg Cr3+, 1~2 kgTKN, 3~6 kg Cl-, 10~40 kg SO2-4、3 kg油脂及20~80 kg TDS,而每生产一张绵羊皮产 生的污染物量为: 75~100 L水, 80 g COD, 25~50 g BOD5, 80 g SS, 5 g Cr3+, 3 g TKN, 50 g Cl-和270 gTDS。
1·2 皮革染色废水的治理现状
国内外一般都是将染色废水与加脂废水及复 鞣废水一起预处理。处理后,对于有综合污水处理 系统的企业,与经预处理后的浸灰废水及铬鞣废水 一起排入综合污水处理系统,进一步生化处理;对 于没有综合污水处理系统的企业,则直接排入市政 管网由市政污水处理厂统一处理。主要的预处理 工艺有石灰中和沉淀法、氯氧化法、电化学法及膜 分离法。
1·2·1 石灰中和沉淀法
孙凌凌,俞从正,马兴元
染色废水是制革废水色度高的直接原因,废水 中含有染料,难以降解,为了减轻综合废水处理压 力,在将皮革染色废水排入综合废水处理体系前最 好对其进行单独预处理。同时,相当一部分制革厂 是从蓝湿革,即铬鞣后开始加工的,在鞣后加工中, 染色废水是重点废水,因而针对该段废水进行专门 研究更显重要。与皮革行业相比,印染废水处理的 研究要更具针对性、更深入,借鉴印染废水的处理 方法,将其应用于皮革染色废水的处理中,是一个 较好的选择,本文对其可行性及其前景进行了探讨
1 皮革染色废水及其治理现状
1·1 皮革染色废水
染色废水虽只占总废水量的5% ~6%,但它成 分复杂,含有毒性物质,色度也达1000~3000,因此 治理难度很大。成分复杂是因为染色中加入了种 类繁多的化学品,该工段所用化学品占整个皮革化 学品的4%,包括染料及其助剂(润湿剂、漂白剂及 固色剂等)、表面活性剂和有机氯化物等,这些化学 品有相当部分不能被皮革所吸收,排入了废水中。 皮革用染料主要分为两类:阴离子染料和阳离子染 料,其中阴离子染料应用最为广泛,因为市场上大 约98%的皮革用染料都是通过染料中的磺酸基和 胶原中的氨基间的离子间作用力结合,它可再分为 酸性染料、直接染料、酸性媒介染料和可溶性硫磺 染料等。从染料多样性及使用情况来看,偶氮染料 在合成染料中占最大比重,但部分偶氮染料的偶氮 双键断裂会生成致癌芳香胺,这就增加了染色废水 的毒性。染色废水色度高是因为皮革对染料的吸 收最多只有90%,而水中即使只含有10 mg/kg的 染料,也足以使水具有肉眼可以分辨的颜色。国际 环境联盟和国际皮革化学家和工艺师联合会2006 年发布的调查表结果显示:在工艺运行良好的条件 下,每生产1 t猪皮,染色工段会产生5~10 t水, 10 ~25 kgCOD, 3~9 kg BOD5, 8~15 kg SS, 1~2 kg Cr3+, 1~2 kgTKN, 3~6 kg Cl-, 10~40 kg SO2-4、3 kg油脂及20~80 kg TDS,而每生产一张绵羊皮产 生的污染物量为: 75~100 L水, 80 g COD, 25~50 g BOD5, 80 g SS, 5 g Cr3+, 3 g TKN, 50 g Cl-和270 gTDS。
1·2 皮革染色废水的治理现状
国内外一般都是将染色废水与加脂废水及复 鞣废水一起预处理。处理后,对于有综合污水处理 系统的企业,与经预处理后的浸灰废水及铬鞣废水 一起排入综合污水处理系统,进一步生化处理;对 于没有综合污水处理系统的企业,则直接排入市政 管网由市政污水处理厂统一处理。主要的预处理 工艺有石灰中和沉淀法、氯氧化法、电化学法及膜 分离法。
1·2·1 石灰中和沉淀法
石灰中和沉淀法通过将石灰乳与助剂如氯化 铁、硫酸铁等调成混凝药剂与废水充分混凝,再加 上电石渣等脱色来处理染色废水,利用了石灰能和 许多金属离子发生反应,生成难溶于水的金属氢氧 化物的原理。由于石灰价格便宜,来源广泛,因此 该法经济有效,但产泥量较大,当废水中pH值过高 或含有较多氰、铵、氯等离子时,会形成络合物而影 响沉淀效果,而且作为无机混凝剂,石灰对亲水性 染料去除效果差,而皮革染色所采用的工艺都是以 染料的水溶性为前提的,因此治理效果并不理想。
1·2·2 氯氧化法
氯氧化法是利用废水中的显色有机物在化学 反应中能被氧化的性质,应用氯及其化合物作为氧 化剂,氧化破坏显色有机物的结构,达到脱色的目 的。常用合成氯氧化剂有液氯、漂白粉和次氯酸钠 等,皮革染色废水的处理中应用最广泛的是次氯酸 钠。该法虽投入设备简单,产泥量少,但对染料的 去除具有选择性和反复性,而且据报道处理后水中 含三氯甲烷和三氯乙烯,而卤代烃对环境造成的污 染要比单纯色度大得多,并且卤代烃对生物体的肝 脏损害很大,因此有人反对将次氯酸钠用作废水处 理的氧化剂。
1·2·3 电解法
电解法治理皮革染色废水是多种电化学反应 和物理分离的综合过程,利用金属电极(铁或铝)在 电解槽内作电极时得失电子的能力,使还原性污染 物被氧化,氧化性污染物被还原。各种污染物经电 解氧化还原、电气浮和电凝聚处理后得到净化。 水电解时电离为H+和OH-,OH-离子在阳极放 电,生成氧:

这种初生态氧是很强的氧化剂,能使废水中的 染料与助剂被氧化分解或断链脱色。 与此同时,在阴极产生H+放电形成[H],继而 形成H2。

这种初生态氢对某些有机物有很强的还原作 用,可将处于氧化态的某些色素还原为无色物质。 这种利用电极的氧化还原产物与废水中污染物发 生氧化还原而去除的过程称为间接氧化还原作用, 有些物质可以直接在电极上产生氧化还原作用,这 种过程称直接氧化还原作用。
电解过程中阳极和阴极表面不断产生的氧气 和氢气以微小气泡向水面逸出,使废水中的有机胶 体微粒和呈乳浊的油脂类杂质与其粘附在一起浮 升到水面而被除去,这一过程称为电气浮作用。 当可溶性金属(如铝、铁等)作阳极时,阳极金 属发生溶解,并以离子状态溶于水中,经水解反应 形成的活泼Al(OH)3或Fe(OH)3:
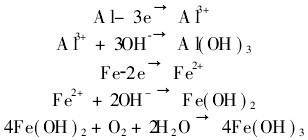
由电解生成的Al(OH)3或Fe(OH)3的活性 大,对水中的有机和无机杂质都有强大的凝聚作 用,这一过程称为电凝聚作用。
胡曙及高新红等利用电解法处理皮革染色 废水,结果表明该法占地面积小、处理效果好、操作 管理简单且不需外加絮凝剂,且产生的污泥量少; 当色度与污染物浓度变化较大时,可以调节电流和 电压的大小来控制出水水质,保证出水达标,尤其 适用于排水量较少的中小型企业。另外,由于染色 废水往往与加脂废水一起处理,水中含有大量油脂 类物质,电气浮恰可使这些油脂类物质与气泡粘附 在一起浮升至水面而去除。因此,笔者认为电解法 是目前皮革行业所使用方法中最合适的,它对染色 废水的处理是絮凝、吸附、架桥、卷扫、电沉积、电化 学氧化还原等多种作用的共同结果,但它能耗及设 备成本较高,这限制了该法的推广。
1·2·4 膜分离法
膜分离通过对废水中污染物的分离、浓缩、回 收达到净化污水的目的,主要有微滤、超滤、纳滤和 反渗透。对于膜分离法处理染色废水还仅处于理 论研究阶段,牛涛涛等[4]认为制革染色废水中的染 料与油脂呈结合状态,超滤可高效除去这类染料。 超滤过程所得的滞留物是脂肪和染料的浓缩液,渗 透液中含有水、少量染料。浓缩液可被重新用于其 他染浴中,但只能用于染黑色,且要按严格的配比 添加染料。渗透液中的水可被全部循环利用,如作 为其它染色过程用水或作为简单洗涤用水。
2 印染废水的处理现状
2·1 物理及化学方法
2·1·1 混凝法
相较于皮革行业混凝剂选择的单一,印染行业 对于混凝剂的研究趋于多样化,近年的研究热点 是:①通过无机-无机、无机-有机混凝剂及助凝 剂之间的复配,充分发挥各种絮凝剂的优点,降低 各组分的用量,使混凝法处理印染废水既有效又经 济。陆雪梅等[5]合成了新型复合混凝剂BS,其对疏 水性和亲水性染料废水都具有良好的混凝脱色作 用。②生物絮凝剂对废水中的染料、胶体和悬浮物 均具有絮凝作用,且具有高效、安全、无二次污染等 优点,主要品种有NOC-1系列生物絮凝剂和NAT 型生物絮凝剂。[6]③天然有机高分子絮凝剂壳聚 糖、淀粉和纤维素衍生物等原料来源广、价廉和生 物可降解性好,近年来发展十分迅速。
2·1·2 膜分离
皮革行业目前仅处于理论研究阶段,而在印染 废水处理中膜分离已被证明是切实可行的。耿锋 等[7]比较了聚偏氟乙烯微滤膜和絮凝法对靛蓝染 料废水的处理结果。结果表明,采用膜分离技术时 靛蓝染料截留率可在99%以上,在经济成本上也优 于传统的絮凝法。Lopes等[8]采用三种性质不同的 纳滤膜处理印染废水,色度去除率高达99%, COD 去除率达到87%,处理后的废水完全可回用。
2·1·3 高级氧化法
与氯氧化法相比,高级氧化法由于具有使用范 围广,处理效率高,反应迅速,二次污染小,可回收 能量及有用物质等优点,成为印染废水处理的研究 热点。
2·1·3·1 光催化氧化
光催化氧化法利用光照下产生的能量,促使催 化剂或氧化物发生能级跃迁,由此产生的自由基或 空轨道具有强氧化性,可与废水中的有机污染物发 生反应进而达到去除污染物的目的。常用的光催 化剂有TiO2、Fe2O3、WO3、ZnO等,其中TiO2化学性 质稳定、难溶、无毒、成本低,是理想的光催化剂。 光催化氧化在印染废水中的应用主要集中在光催 化反应器开发及与其他技术的联用上。汪萍等[9] 用自制圆柱形TiO2/GeO2复合膜光催化氧化序批式 反应器处理染料废水,出水可达《污水综合排放标 准》一级标准。研究表明[10, 11],将超声波及微波引 入光催化氧化技术可提高物质的传递速率,加速光 氧化速率,改善降解效果。
2·1·3·2 Fenton氧化
Fenton氧化在酸性条件下,以Fe2+为催化剂, H2O2分解产生·OH,破坏染料分子发色基团,降低 色度及COD,且Fe2+可在一定pH值下形成Fe (OH)3胶体而兼有混凝作用,故可有效治理印染废 水。但Fenton法处理废水所需时间长、使用的试剂 量多、H2O2利用率低,而且增大Fe2+浓度,出水可 能带有颜色。因而,人们一方面将紫外光、可见光 等引入Fenton体系,另一方面使用其它过渡金属离 子如Co、Cd、Cu、Ag、Mn、Ni等替代Fe2+。这些方法 可显著增强Fenton试剂对有机物的氧化降解能力, 并可减少Fenton试剂的用量、降低处理,被统称为 Fenton类反应[12, 13]。
2·1·3·3 湿式氧化
湿式氧化是在高温(125~350℃)、高压(0·5~ 20·67MPa)下用氧气或空气作为氧化剂,氧化水中 溶解态或悬浮态的有机物或还原态的无机物使之 生成CO2和H2O的处理方法。一直以来,反应条件 比较苛刻,设备要求高,限制了该技术的应用,但是 近年来,以液态H2O2作为氧化剂及催化剂的引入, 使该法得以在常温常压下进行,有效地扩大了应用 范围。吴志敏等[14]以液态H2O2为氧化剂, Cu2+为 催化剂处理含酸性红B染料的废水,结果表明该法 能在220℃、8 min、0·1MPa时,COD和色度去除率 分别达到82·5%和99·7%。
2·1·3·4 超临界水氧化
超临界水氧化(SCWO)利用水在超临界状态下 (温度374·3℃,临界压力22·05Mpa)的特性,使有 机污染物和空气、O2等氧化剂在超临界水中发生均 相氧化反应,从而将其去除。颜婉茹等[15]探讨了超 临界水氧化处理废水中活性染料,结果表明,超临 界水氧化能有效去除水中的TOC,在380℃、25 MPa、停留时间3·2 min、pH为7时, COD去除率可 达到98·06%。SCWO具有去除污染物彻底、出水 直接回用及以固体形式回收无机盐等优点,但设备 腐蚀和管路堵塞阻碍它的发展。
由上述分析可知,在皮革染色废水治理领域得 到应用的方法或多或少都存在一些问题:混凝法的 混凝剂种类单一;次氯酸钠氧化法处理不彻底;电 絮凝法材料、能源损耗严重,而印染行业针对这些 问题都尝试加以解决,并且取得效果。众多方法 中,结合皮革染色废水自身特点,笔者认为高级氧 化技术可无选择性的彻底处理废水,不造成二次污 染,不为后续处理造成负担,是可以采纳的方法。 作为目前已被应用的方法中最适合的方法,电解法 走向实用化的关键是高性能电极材料制备筛选及 电解装置结构的改善。此外,作为一种清洁生产工 艺,膜分离技术具有巨大的环境和经济效益,但目 前各种膜的性能尚不稳定,膜孔易堵塞,膜系统成 本高,使用寿命短,因此如何选取合适的膜、提高膜 的性能、控制膜污染并降低成本是此法广泛推行的 关键。
2·2 生物化学法
目前,生物法处理皮革综合废水的实例不 少[16],但用生物法单独处理皮革染色废水的实例则 很少。与此相反,对于印染废水的处理生物法却占 据主要地位,尤其是厌氧-好氧联用法。该工艺的提 出主要是针对印染废水中可生化性很差的高分子 物质,期望它们在厌氧段发生水解酸化,变成小分 子,从而改善废水可生化性,为好氧处理创造条件, 而好氧段所产生的剩余污泥全部回流到厌氧段,厌 氧段有较长的SRT,有利于污泥厌氧消化,从而降低 整个系统的剩余活性污泥量。此外,还有大量针对 为生物强化技术和微生物活性增加技术的研究。
2·2·1 选种技术
生物强化技术是指为提高废水处理系统的处 理能力,而向系统中投加从自然界中筛选的优势菌 种或通过基因组合技术产生的高效菌种,以去除某 一种或某一类有害物质的方法,包括直接投加特效 降解微生物、生物强化制剂和固定化生物强化技 术,其中直接投加特效降解微生物是生物强化技术 应用最普遍的方式。何芳等[17]筛选出8株高效脱 色菌株,比较高效混合菌与活性污泥等量混合接种 及单纯活性污泥接种的固定化系统处理印染废水 的效果。结果表明,前者生物膜形成快,对pH值和 温度适应范围宽,且菌种活性高。生物强化制剂是 将从自然界中筛选出来的、有特定降解功能的细菌 制成菌液制剂或将其附着在麦麸上制成干粉制剂, 用于处理废水。固定化技术是通过物理或化学的 手段,将游离的酶及微生物固定在限定的空间区域 使其保持活性,并可反复利用的一项技术,其对染 料脱色有促进作用。赵林果等[18]采用自制复合型 载体丙烯酸酯类聚合物固定的漆酶对染料酸性紫 染料进行脱色。结果表明,适宜条件下,反应4h,脱 色率达到98·5%,重复使用八批次后,脱色率仍能 保持90%以上。
2·2·2 活性增加技术
微生物的新陈代谢需要一定比例的营养物质 和其他微量元素,通过调节营养物质配比及微量元 素的投加量等方式可提高生物法处理废水的效果。 孙天华[19]发现在曝气池加入Fe(OH)3,可以逐步驯 化形成具有特殊的生物铁污泥,这种结构紧密的团 粒状活性污泥的比重远大于普通活性污泥,具有良 好的沉降性能,因而曝气池可以维持很高的活性污 泥浓度,从而提高单位池容的处理能力,这种泥对 COD的去除率比普通活性污泥高18%。
皮革染色废水处理之所以不用生物法是因为 它的可生化性是所有制革工段废水中最差的,对其 进行预处理的直接目的是提高可生化性,从而减轻 后续处理的压力,并不需要它达标排放,而以往的 生物法往往占地面积大、运行费用高,因此企业都 不愿意为单段水的预处理做出过大的投资,其实厌 氧生物法同样可以达到降解污染物,提高染色废水 可生化性的目的。其实与物化法相比,厌氧法具有 运行成本低、节约能源和污泥易处置等优点,而且 染色废水是与油脂废水一起处理,油脂较易被生物 降解,可作为微生物生长所需的碳源和能源,进而 增强处理效果并降低运行成本。只是以往的厌氧 反应器代谢速度慢、停留时间长、容器体积大、影响 因素多且造价高,因此,厌氧法处理皮革染色废水 的方向是研发出结构紧凑、处理速度快且可稳定运 行的新型高效厌氧反应器。如果再将该反应器与 生物强化技术和微生物活性增加技术相结合,相信 皮革染色废水的治理将可得到彻底解决。
3 结论
目前,皮革染色废水处理还是以物化法为主, 但都不理想。虽印染废水治理方法中有些方法适 合皮革染色废水,但与生物法相比物化法均运行费 用较高,因此,从企业的角度出发,研究开发出结构 紧凑、处理速度快且可稳定运行的新型高效厌氧反 应器,是最经济有效的皮革染色废水处理方法。






