
作者:刘昭雪,陈光杰,何依利(浙江稽山印染有限公司,浙江绍兴312046)
茶皂素是茶果和茶叶中提取的五环三萜类植物皂甙物质,也是一种分子量大,呈网状结构,性能优良的纯天然非离子型表面活性剂,可替代烧碱和精练酶应用于织物前处理工艺。茶皂素JT-s009的主要组分则含有纳米TiO2、茶皂素和甲壳糖等,呈白色无尘粒状。其1.O%水溶液的pH值为13.5。常规棉织物经茶皂素JT-S009处理后,其退浆率可达98%,棉籽、油脂和杂质的去除率可达100%。
1 试验
1.1材料、药品与设备
织物规格
(1)134 cm 36.8 tex X(36.8 tex+36.8 tex)棉罗纹布
(2)165 cm 36.8 tex×(36.8 tex+7.7 tex)276根/10 om x 161根/10 cm棉弹力纱卡
(3)163 cm9.8 tex X9.8 tex 354根/10 cm x346根/10 cm棉府绸
(4)180 cm 18.4 tex X(18.4 tex+4.4 tex)713根/10 cm×415根/10 cm全棉弹力破卡
(5)163 om 5.9 tex×5.9 tex173根/10 cm x118根/10 cm粘/亚麻(70/30)
(6)164 cm 42 tex X42 tex 213根/10 cm x213根/10 cm亚麻
药品 茶皂素JT-S009(上海金堂轻纺新材料科技有限公司),精练剂TF-125T,精练酶T-100,32%NaOH,水玻璃,27.5%H202,渗透剂和螯合剂(以上为工业级)等。
设备P.BO轧车,连续式压吸蒸染试验机Ps-Js(厦门瑞比公司),Datacolor SF 600测色配色仪(美国Datacolor公司),H5K-L万能材料试验机(SDL ATIAS公司),退煮漂联合机,氧漂机,烘箱等。
1.2茶皂素前处理工艺
工艺处彤(g/L)
茶皂素JW-S009 20~40
H202(100%)8.0~12
精练剂TF-125T 4
作者:刘昭雪,陈光杰,何依利(浙江稽山印染有限公司,浙江绍兴312046)
茶皂素是茶果和茶叶中提取的五环三萜类植物皂甙物质,也是一种分子量大,呈网状结构,性能优良的纯天然非离子型表面活性剂,可替代烧碱和精练酶应用于织物前处理工艺。茶皂素JT-s009的主要组分则含有纳米TiO2、茶皂素和甲壳糖等,呈白色无尘粒状。其1.O%水溶液的pH值为13.5。常规棉织物经茶皂素JT-S009处理后,其退浆率可达98%,棉籽、油脂和杂质的去除率可达100%。
1 试验
1.1材料、药品与设备
织物规格
(1)134 cm 36.8 tex X(36.8 tex+36.8 tex)棉罗纹布
(2)165 cm 36.8 tex×(36.8 tex+7.7 tex)276根/10 om x 161根/10 cm棉弹力纱卡
(3)163 cm9.8 tex X9.8 tex 354根/10 cm x346根/10 cm棉府绸
(4)180 cm 18.4 tex X(18.4 tex+4.4 tex)713根/10 cm×415根/10 cm全棉弹力破卡
(5)163 om 5.9 tex×5.9 tex173根/10 cm x118根/10 cm粘/亚麻(70/30)
(6)164 cm 42 tex X42 tex 213根/10 cm x213根/10 cm亚麻
药品 茶皂素JT-S009(上海金堂轻纺新材料科技有限公司),精练剂TF-125T,精练酶T-100,32%NaOH,水玻璃,27.5%H202,渗透剂和螯合剂(以上为工业级)等。
设备P.BO轧车,连续式压吸蒸染试验机Ps-Js(厦门瑞比公司),Datacolor SF 600测色配色仪(美国Datacolor公司),H5K-L万能材料试验机(SDL ATIAS公司),退煮漂联合机,氧漂机,烘箱等。
1.2茶皂素前处理工艺
工艺处彤(g/L)
茶皂素JW-S009 20~40
H202(100%)8.0~12
精练剂TF-125T 4
水玻璃 4
工艺条件 浸轧(多浸一轧)→汽蒸(100℃×45min)→热水洗(95℃)→热水洗(60℃)→水洗→烘干
1.3性能测试
拉伸强力 按ASTM D 5034--2003《纺织品断裂及延伸性能测试》测定。
白度采用Datacolor SF 600测色配色仪测定。
毛效30 min内水沿织物经向上升的高度(cm)。
2 结果与讨论
2.1 茶皂素JT-S009用量对前处理效果的影响
茶皂素JT-S009(以下简称茶皂素)用量是影响织物前处理效果的主要因素之一,选取20,30和40 g/L茶皂素,10 g/L H2O2,考察茶皂素用量对前处理效果的影响(见表1)。
表1茶皂素用量对前处理效果的影响

注:试样为棉罗纹布。
由表1知,随着茶皂素质量浓度增加,织物白度、毛效和纬向强力不断提高,而织物经向强力先增大后减少,但较白坯有所降低,强力损失8.O%以内。考虑强力损失和成本等因素,取茶皂素用量为30g/L。
2.2双氧水用量对前处理效果的影响
双氧水用量对前处理效果的影响见表2。
表2双氧水用量对前处理效果的影响

注:试样为棉罗纹布,茶皂索30g/L。
由表2知,双氧水用量在l0g/L时,白度和毛效较高。进一步提高双氧水用量,白度提升并不显著,而毛效有所下降,因此,双氧水用量以10g/L为宜。
2.3汽蒸时间对前处理效果的影响
分别选取汽蒸时间30,45和60min,考察其对前处理效果的影响,结果见表3。
表3汽蒸时间对前处理效果的影响

注:试样为棉罗纹布,茶皂素用量30 g/L,双氧水10 g/L。
由表3可知,随着汽蒸时间延长,织物白度和毛效有一定的提高,经向强力先增后降,汽蒸时问以45~60 min为宜。对于常规织物,汽蒸45 min,织物强力、自度和毛效等指标已达半成品要求;对中厚织物,可适当延长汽蒸时间。
2.4小试半成品的物化指标
茶皂素前处理优化工艺
茶皂素/(g/L) 30
H202/(g/L) 10
精练剂TF-l25T/(g/L)4
水玻璃/(g/L) 4
汽蒸时间/min 45~60
按上述工艺处方分别对棉弹力纱卡、棉府绸及亚麻、粘/亚麻织物进行前处理,结果见表4。
表4各半成品性能指标

注:亚麻和粘/亚麻汽蒸60 min。
由表4可知,棉弹力纱卡、府绸织物经茶皂素工艺处理后强力损失较小,白度好,但府绸毛效稍低。这可能是由于其密度较高引起的,可通过碱冷堆、延长汽蒸时间或提高茶皂素用量来改善,因此中试采用预碱冷堆工艺(NaOH用量30~40 g/L,冷堆12 h)来提高织物前处理效果。亚麻和粘/亚麻织物经茶皂素工艺处理后强力损失较小,毛效较高,但白度值偏低,粘/亚麻表面较亚麻织物存在较多的黄色麻皮,可通过进一步氧漂或氯漂来改善。
3 中试及生产成本分析
3.1 茶皂素工艺与烧碱煮漂工艺对比
3.1.1 茶皂素工艺
冷堆工艺处方/(g/L)
NaOH 40
茶皂素工艺处方/(g/L)
茶皂素JT-S009 30
H202 10
精练剂TF-125T 4
水玻璃 4
工艺流程 碱冷堆(12 h)→浸轧(多浸一轧,2次)→汽蒸(100℃×45 min)→热水洗(95℃)→热水洗(60℃)→水洗斗烘干
3.1.2烧碱煮漂工艺
(1)煮练/(g/L)
NaOH 60
精练剂TF-125T 4
渗透剂 2
螫合分散剂 2
(2)氧漂/(g/L)
H202 5
水玻璃 4
精练剂 2
渗透剂 2
螫合分散剂 2
工艺流程浸轧→煮练汽蒸(100℃x90 min)→热水洗(95℃)→水洗→浸轧→氧漂汽蒸(100(℃X45min)→热水洗(95℃)→热水洗(60℃)→水洗→烘干
中试选用全棉罗纹布,分别经茶皂素工艺和烧碱煮漂工艺后其性能见表5,成本分析见表6。
表5茶皂素工劳与烧碱煮漂工笋对比

表6茶皂素工艺与烧碱煮漂工艺成本分析
注:汽蒸1 h约耗蒸汽2.1 t,轧余率100%。
由表5和表6可知,织物经茶皂素处理,白度和毛效较烧碱煮漂工艺好.而强力略低于传统烧碱煮漂工艺,成本较烧碱煮漂工艺高约35.07形km,但从缩短工艺流程,操作便捷,节省汽蒸时间及生态环保等方面,仍具有一定的优势。
3.2茶皂素工艺与酶氧工艺对比
3.2.1 茶皂素工艺
冷堆工艺处方/(g/L)
NaOH 40
茶皂素工艺处方/(g/L)
茶皂素JT-S009 30
H202 10
精练剂 TF-125T 4
水玻璃 4
工艺流程 碱冷堆(12 h)→浸轧(二浸一轧,2次)→汽蒸(100℃×45 min)→热水洗(95℃)→热水洗(60℃)→水洗→烘干
3.2.2酶氧工艺
(1)冷堆工艺处方/(g/L)
NaOH 28
100%H202 14.5
精练剂TF-125T 4
水玻璃 12
渗透剂 2
螯合分散剂 2
(2)酶氧一浴工艺方/(g/L)
H202 5
精练酶T-100 15
水玻璃 5
精练剂TF-125T 2
渗透剂 2
(3)复漂工艺方/(g/L)
H202 3
精练酶T.100 25
工艺流程冷堆(24 h)→浸轧(二浸一轧,2次)→酶氧一浴汽蒸(100℃x45min)→热水洗(95(℃)→水洗→复漂汽蒸(100℃×40 min)→热水洗(95℃)→水洗
织物选用棉弹力破卡织物,分别经茶皂素工艺和酶氧工艺处理后,其性能指标见表7,成本分析见表8。
表7茶皂素工艺与酶氧工艺测试结果对比
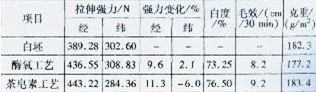
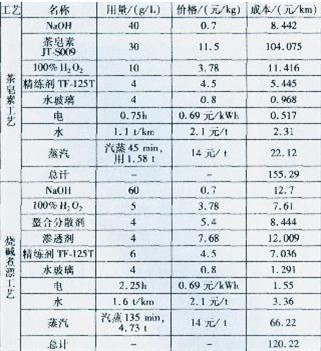
表8茶皂素工艺与酶氧工艺成本分析

由表7和表8知,经茶皂素工艺处理后,织物白度和毛效均较酶氧工艺高,强力相当。生产成本分析表明,茶皂素工艺生产成本较酶氧工艺低60.42元/km,且缩短了生产流程。
4 结论
(1)茶皂素可替代烧碱和精练酶用于织物前处理,优化的茶皂素前处理工艺为:30g/L茶皂素JT-S009,10 g/L H202,4 g/L精练剂TF-125T,4 g/L水玻璃,汽蒸时间45~60 min。棉织物经茶皂素工艺处理后,其白度、毛效和强力等指标均达半成品要求;亚麻织物处理后,强力与毛效达半成品要求,但白度值偏低,织物表面仍存在较多黄色麻皮,需通过进一步氧漂或氯漂来改善。
(2)棉织物经茶皂素工艺处理后,白度和毛效较常规烧碱煮漂工艺和酶氧工艺好,强力损失在可控范围内。茶皂素工艺生产成本较烧碱煮漂工艺略高,而较酶氧工艺低,但在缩短工艺流程、操作方便、节省汽蒸时间和生态环保等方面,具有一定的优势。
作者:刘昭雪,陈光杰,何依利(浙江稽山印染有限公司,浙江绍兴312046)
茶皂素是茶果和茶叶中提取的五环三萜类植物皂甙物质,也是一种分子量大,呈网状结构,性能优良的纯天然非离子型表面活性剂,可替代烧碱和精练酶应用于织物前处理工艺。茶皂素JT-s009的主要组分则含有纳米TiO2、茶皂素和甲壳糖等,呈白色无尘粒状。其1.O%水溶液的pH值为13.5。常规棉织物经茶皂素JT-S009处理后,其退浆率可达98%,棉籽、油脂和杂质的去除率可达100%。
1 试验
1.1材料、药品与设备
织物规格
(1)134 cm 36.8 tex X(36.8 tex+36.8 tex)棉罗纹布
(2)165 cm 36.8 tex×(36.8 tex+7.7 tex)276根/10 om x 161根/10 cm棉弹力纱卡
(3)163 cm9.8 tex X9.8 tex 354根/10 cm x346根/10 cm棉府绸
(4)180 cm 18.4 tex X(18.4 tex+4.4 tex)713根/10 cm×415根/10 cm全棉弹力破卡
(5)163 om 5.9 tex×5.9 tex173根/10 cm x118根/10 cm粘/亚麻(70/30)
(6)164 cm 42 tex X42 tex 213根/10 cm x213根/10 cm亚麻
药品 茶皂素JT-S009(上海金堂轻纺新材料科技有限公司),精练剂TF-125T,精练酶T-100,32%NaOH,水玻璃,27.5%H202,渗透剂和螯合剂(以上为工业级)等。
设备P.BO轧车,连续式压吸蒸染试验机Ps-Js(厦门瑞比公司),Datacolor SF 600测色配色仪(美国Datacolor公司),H5K-L万能材料试验机(SDL ATIAS公司),退煮漂联合机,氧漂机,烘箱等。
1.2茶皂素前处理工艺
工艺处彤(g/L)
茶皂素JW-S009 20~40
H202(100%)8.0~12
精练剂TF-125T 4
@=================@###page###@=================@
水玻璃 4
工艺条件 浸轧(多浸一轧)→汽蒸(100℃×45min)→热水洗(95℃)→热水洗(60℃)→水洗→烘干
1.3性能测试
拉伸强力 按ASTM D 5034--2003《纺织品断裂及延伸性能测试》测定。
白度采用Datacolor SF 600测色配色仪测定。
毛效30 min内水沿织物经向上升的高度(cm)。
2 结果与讨论
2.1 茶皂素JT-S009用量对前处理效果的影响
茶皂素JT-S009(以下简称茶皂素)用量是影响织物前处理效果的主要因素之一,选取20,30和40 g/L茶皂素,10 g/L H2O2,考察茶皂素用量对前处理效果的影响(见表1)。
表1茶皂素用量对前处理效果的影响
注:试样为棉罗纹布。
由表1知,随着茶皂素质量浓度增加,织物白度、毛效和纬向强力不断提高,而织物经向强力先增大后减少,但较白坯有所降低,强力损失8.O%以内。考虑强力损失和成本等因素,取茶皂素用量为30g/L。
2.2双氧水用量对前处理效果的影响
双氧水用量对前处理效果的影响见表2。
表2双氧水用量对前处理效果的影响
注:试样为棉罗纹布,茶皂索30g/L。
由表2知,双氧水用量在l0g/L时,白度和毛效较高。进一步提高双氧水用量,白度提升并不显著,而毛效有所下降,因此,双氧水用量以10g/L为宜。
2.3汽蒸时间对前处理效果的影响
分别选取汽蒸时间30,45和60min,考察其对前处理效果的影响,结果见表3。
表3汽蒸时间对前处理效果的影响
注:试样为棉罗纹布,茶皂素用量30 g/L,双氧水10 g/L。
@=================@###page###@=================@
由表3可知,随着汽蒸时间延长,织物白度和毛效有一定的提高,经向强力先增后降,汽蒸时问以45~60 min为宜。对于常规织物,汽蒸45 min,织物强力、自度和毛效等指标已达半成品要求;对中厚织物,可适当延长汽蒸时间。
2.4小试半成品的物化指标
茶皂素前处理优化工艺
茶皂素/(g/L) 30
H202/(g/L) 10
精练剂TF-l25T/(g/L)4
水玻璃/(g/L) 4
汽蒸时间/min 45~60
按上述工艺处方分别对棉弹力纱卡、棉府绸及亚麻、粘/亚麻织物进行前处理,结果见表4。
表4各半成品性能指标
注:亚麻和粘/亚麻汽蒸60 min。
由表4可知,棉弹力纱卡、府绸织物经茶皂素工艺处理后强力损失较小,白度好,但府绸毛效稍低。这可能是由于其密度较高引起的,可通过碱冷堆、延长汽蒸时间或提高茶皂素用量来改善,因此中试采用预碱冷堆工艺(NaOH用量30~40 g/L,冷堆12 h)来提高织物前处理效果。亚麻和粘/亚麻织物经茶皂素工艺处理后强力损失较小,毛效较高,但白度值偏低,粘/亚麻表面较亚麻织物存在较多的黄色麻皮,可通过进一步氧漂或氯漂来改善。
3 中试及生产成本分析
3.1 茶皂素工艺与烧碱煮漂工艺对比
3.1.1 茶皂素工艺
冷堆工艺处方/(g/L)
NaOH 40
茶皂素工艺处方/(g/L)
茶皂素JT-S009 30
H202 10
精练剂TF-125T 4
水玻璃 4
工艺流程 碱冷堆(12 h)→浸轧(多浸一轧,2次)→汽蒸(100℃×45 min)→热水洗(95℃)→热水洗(60℃)→水洗斗烘干
@=================@###page###@=================@
3.1.2烧碱煮漂工艺
(1)煮练/(g/L)
NaOH 60
精练剂TF-125T 4
渗透剂 2
螫合分散剂 2
(2)氧漂/(g/L)
H202 5
水玻璃 4
精练剂 2
渗透剂 2
螫合分散剂 2
工艺流程浸轧→煮练汽蒸(100℃x90 min)→热水洗(95℃)→水洗→浸轧→氧漂汽蒸(100(℃X45min)→热水洗(95℃)→热水洗(60℃)→水洗→烘干
中试选用全棉罗纹布,分别经茶皂素工艺和烧碱煮漂工艺后其性能见表5,成本分析见表6。
表5茶皂素工劳与烧碱煮漂工笋对比
表6茶皂素工艺与烧碱煮漂工艺成本分析
注:汽蒸1 h约耗蒸汽2.1 t,轧余率100%。
由表5和表6可知,织物经茶皂素处理,白度和毛效较烧碱煮漂工艺好.而强力略低于传统烧碱煮漂工艺,成本较烧碱煮漂工艺高约35.07形km,但从缩短工艺流程,操作便捷,节省汽蒸时间及生态环保等方面,仍具有一定的优势。
3.2茶皂素工艺与酶氧工艺对比
3.2.1 茶皂素工艺
冷堆工艺处方/(g/L)
NaOH 40
茶皂素工艺处方/(g/L)
茶皂素JT-S009 30
H202 10
精练剂 TF-125T 4
水玻璃 4
工艺流程 碱冷堆(12 h)→浸轧(二浸一轧,2次)→汽蒸(100℃×45 min)→热水洗(95℃)→热水洗(60℃)→水洗→烘干
3.2.2酶氧工艺
(1)冷堆工艺处方/(g/L)
@=================@###page###@=================@
NaOH 28
100%H202 14.5
精练剂TF-125T 4
水玻璃 12
渗透剂 2
螯合分散剂 2
(2)酶氧一浴工艺方/(g/L)
H202 5
精练酶T-100 15
水玻璃 5
精练剂TF-125T 2
渗透剂 2
(3)复漂工艺方/(g/L)
H202 3
精练酶T.100 25
工艺流程冷堆(24 h)→浸轧(二浸一轧,2次)→酶氧一浴汽蒸(100℃x45min)→热水洗(95(℃)→水洗→复漂汽蒸(100℃×40 min)→热水洗(95℃)→水洗
织物选用棉弹力破卡织物,分别经茶皂素工艺和酶氧工艺处理后,其性能指标见表7,成本分析见表8。
表7茶皂素工艺与酶氧工艺测试结果对比
表8茶皂素工艺与酶氧工艺成本分析
由表7和表8知,经茶皂素工艺处理后,织物白度和毛效均较酶氧工艺高,强力相当。生产成本分析表明,茶皂素工艺生产成本较酶氧工艺低60.42元/km,且缩短了生产流程。
4 结论
(1)茶皂素可替代烧碱和精练酶用于织物前处理,优化的茶皂素前处理工艺为:30g/L茶皂素JT-S009,10 g/L H202,4 g/L精练剂TF-125T,4 g/L水玻璃,汽蒸时间45~60 min。棉织物经茶皂素工艺处理后,其白度、毛效和强力等指标均达半成品要求;亚麻织物处理后,强力与毛效达半成品要求,但白度值偏低,织物表面仍存在较多黄色麻皮,需通过进一步氧漂或氯漂来改善。
(2)棉织物经茶皂素工艺处理后,白度和毛效较常规烧碱煮漂工艺和酶氧工艺好,强力损失在可控范围内。茶皂素工艺生产成本较烧碱煮漂工艺略高,而较酶氧工艺低,但在缩短工艺流程、操作方便、节省汽蒸时间和生态环保等方面,具有一定的优势。






